

Как произвести сварку нержавейки в домашних условиях
Оглавление:
Благодаря тому, что нержавеющие стали обладают характеристиками прочности и способны противостоять коррозии, они довольно широко распространены в промышленности и быту. Сварка упомянутого материала позволяет получить всевозможные конструкции, которые обладают отличными прочностными характеристиками, среди них: перила, трубы, баки различного назначения и т.д. Ручная дуговая сварка: 1-электрод; 2-покрытие электрода; 3-газовая защита. Подверженность материала свариваемостиПроцесс сварки нержавейки – это довольно трудная задача, успех которой зависит от ряда факторов. В качестве самого важного среди них можно выделить способность металла к свариваемости, то есть к образованию сопряжения, материал шва которого обладает похожими или идентичными механическими характеристиками, как и металл главного элемента. На этот показатель влияют некоторые особенности металла, которыми он обладает. Таким образом, высокий показатель линейного расширения и значительная линейная усадка, возникающая из-за этого, способствуют повышению деформации металла в момент сварки и после завершения процесса. При наличии большого зазора между свариваемыми элементами, которые имеют значительную толщину, могут получаться огромные трещины. Показатели теплопроводности, которые ниже в сравнении с низкоуглеродистыми сталями в 1,5-2 раза, могут вызывать концентрацию теплоты и делать проплавление элемента в области сопряжения более значительным. По этой причине в момент, когда происходит сварка нержавеющей стали, есть необходимость в уменьшении силы тока на 15-20%, если проводить сравнение с этим показателем у обычной стали в момент работы над ней. Значительное электрическое сопротивление приводит к чрезмерному нагреву электродов, в основе которых содержится высоколегированная сталь. Режимы при выполнении сварочных работ. Для того чтобы отрицательный эффект оказался меньше, в основу электродов закладывают хромоникелевые стержни, обладающие размерами, не превышающими 350 мм. Важной особенностью нержавейки можно выделить подверженность высокохромистой стали утере своих антикоррозийных характеристик при использовании неверного термического режима или неправильной эксплуатации установки для сварки стали. Это явление называется межкристаллитной коррозией и предполагает образование по краям зерен карбид хрома и железа, которые выступают впоследствии областями коррозионного повреждения. Такие явления начинают наблюдаться при отметке в 500°С и больше. Этого можно избежать несколькими способами, среди которых немедленное охлаждение области сварки, для этого можно даже применить охлаждение водой. Особенности проведения сваркиСваривая нержавейку, нужно помнить о ее физических свойствах. Например, необходимо учесть, что удельное электрическое сопротивление примерно в 6 раз больше, кроме того, на 100°С ниже точка плавления, показатель теплопроводности равен 1/3 от идентичного показателя, свойственного углеродистому прокату. Уровень теплового расширения на 50% больше по длине. Если у вас в наличии материал с толщиной, превышающей 1,5 мм, то дома можно произвести работы методом дуговой сварки посредством вольфрамовых электродов в инертной среде. Для работы с трубами и тонкими листами следует применять дуговую сварку с помощью плавящихся электродов в инертном газе. 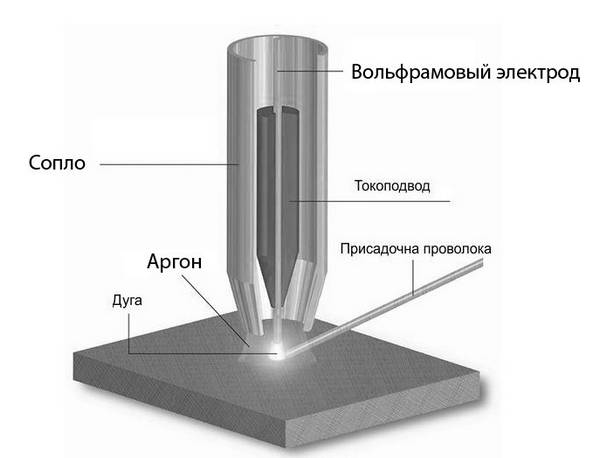 Схема аргонной сварки фольфрамовыми электродами. Если вам предстоит работать со сталью, толщина которой обладает показателем в 0,8 мм, то рекомендуется взять за основу процесса импульсную дуговую сварку с помощью плавящихся электродов в инертном газе. Для полотен, толщина которых ограничена пределом в 0,8-3,0 мм, следует использовать метод короткой сварки дугой, где применяются плавящиеся электроды в инертной среде, тогда как при наличии листов, толщина которых превышает 0,3 мм, необходимо применять сварку со струйным переносом стали плавящимися электродами в условиях инертного газа. Метод плазменной сварки применяется для материалов с огромным диапазоном толщины, что позволяет использовать эту технологию достаточно часто. Дуговая сварка под флюсом предполагает использование сталей, толщина которых превышает 10 мм. Но наиболее распространенным способом все же считается технология сварки посредством покрытых электродов, вольфрамовых электродов в среде аргона. Довольно популярна и аргонная полуавтоматическая сварка, где принято использовать нержавеющую проволоку. Сварка нержавейки предусматривает проведение подготовительных работ в области кромок элементов. Однако этот этап мало чем отличается от подготовительного этапа над элементами из низкоуглеродистой стали, в качестве исключения выступает один нюанс – сварной стык должен иметь паз, что станет гарантировать свободную усадку швов. Верхнее основание кромок перед началом работ следует зачищать до получения блеска, использовать при этом нужно стальную щетку, а после промывать растворителем, в качестве которого может быть использован авиационный бензин или ацетон для устранения жира. Ручная сварка покрытыми электродами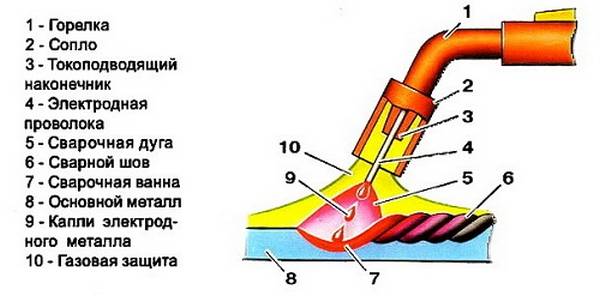 Схема сварки полуавтоматической горелкой. Если вы решили использовать сварку стали посредством покрытых электродов, то это позволит получить, не прилагая особых усилий, хорошее качество швов. Так, если мастер не надеется получить сварное соединение, к которому предъявляются особые требования, то не следует искать иной метод сварки нержавеющей стали. Выбирать электроды для проведения ручной сварки нужно по характеристикам, которые они придадут сварному соединению. Среди них: отличные механические свойства, высокая сопротивляемость коррозионным процессам и жаростойкость. Ручная сварка покрытыми электродами производится посредством постоянного тока, который имеет обратную полярность. При этом необходимо следить, чтобы шов был как можно меньше проплавлен. Процесс производится с применением электродов, обладающих незначительным диаметром, при этом выделяется наименьшее количество тепловой энергии. Если при работе будет применяться большой ток, то это может спровоцировать отслаивание элементов, в качестве причины этому выступает незначительная теплопроводность и повышенный показатель электрического сопротивления электродов. Охлаждение сварного шва может быть произведено посредством медных прокладок или нагнетаемых масс воздуха. Сварка посредством вольфрамовых электродов в среде аргона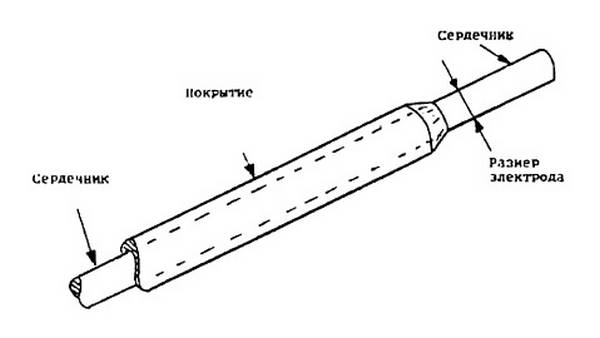 Схема покрытого электрода. Если вы желаете получить шов, имеющий отличное качество, то стоит применить сварку с помощью вольфрамовых электродов в среде аргона. Для тонкого материала такая техника подходит как нельзя лучше. В процессе работ используется постоянный или переменный ток прямой полярности. В роли присадочного вещества рекомендуется использовать проволоку, которая обладает более значительным показателем легирования по сравнению с основным металлом. Электрод при этом не нужно колебать, в противном случае может быть нарушена защита области варки, что приведет к окислению материала и повысит расходы на проведение работ. С оборотной стороны шов следует защитить поддувом аргона, но нержавейку нельзя назвать столь критичной к защите оборотной стороны. Необходимо избегать того, чтобы вольфрам попал в сварочные ванны. По этой причине рекомендуется использовать бесконтактный поджиг дуги или осуществлять эти работы на графитовой пластине, перенося ее на главный металл.
После завершения процесса для уменьшения расхода вольфрамового электрода не нужно моментально выключать защитный газ. Это следует сделать через какой-то период, он может быть равен 15 секундам. Это предотвратит интенсивное окисление горячих электродов и сделает срок их жизнедеятельности более длинным. Механические способы обработки нержавеющей сталиПри сварке следует задействовать инвентарь, предназначенный для работы с нержавеющим прокатом. Инструменты и материалы:
Травление – наиболее эффективная техника последующей обработки соединительных швов. При верном осуществлении этого процесса появится возможность устранить оксидный слой и область с незначительным содержанием хрома. Процедуру нужно выполнять методом погружения в кислоту, в роли альтернативного решения можно использовать пасту, которую принято наносить сверху. Для проведения травления часто применяют смесь кислот, среди которых азотная и фтористоводородная, при этом первая используется в количестве 8-20% от объема, тогда как вторая – в количестве 0,5-5%. Используется при этом еще и вода. Некоторые мастера для этого применяют крепкий чай. Период воздействия травящего вещества на аустенитный прокат будет зависеть от концентрации кислоты, температурного режима, сорта проката, габаритов окалины. Если в работе используется кислотоупорный прокат, то он подлежит более длительной обработке по сравнению с нержавеющим прокатом. Если вы произведете доведение показателя шероховатости сопряжений до соответствующего показателя, свойственного основному материалу, с помощью полировки или шлифовки после завершения травления, то это станет способствовать повышению устойчивости конструкции к явлениям коррозии.
Анализ качества сварки в домашних условияхПроцесс сварки нержавейки не всегда приводит к идеальному качеству. Так, спустя какое-то время после завершения процедуры в зонах соединительных швов может образоваться «ножевая» коррозия. В роли воздействия повышенных температур выступают горячие трещины, возникающие из-за аустенитной структуры соединительных швов. Хрупкими они получаются из-за продолжительного воздействия высоких температур и стигматации. Для того чтобы исключить появление горячих трещин, рекомендуется применять присадочные материалы, позволяющие получать прочные швы. С этой же целью нужно осуществлять дуговую сварку, которая предполагает незначительную длину дуги. Не нужно выводить кратеры на главный металл. Если было решено использовать в работе автоматическую сварку, то проводить работы необходимо при меньших скоростях. Предпочтительнее осуществить меньшее количество подходов. Если повысить скорость и использовать короткую дугу, то это позволит уменьшить риски появления сварных деформаций, а стоимость сварки будет уменьшена. Если желаете повысить качество стойкости металла к процессам коррозии, то стоит использовать при работе как можно более высокую скорость.
Нержавеющая сталь может быть представлена различными видами и разнообразным составом. Если в основе металла присутствует хром, то это определяет главные характеристики, за которые материал ценится во всевозможных областях современной промышленности. Для того чтобы выбрать технологию сварки, перед началом работ необходимо определить габариты материала и желаемый конечный результат. Если работать предстоит с элементами, которые будут на виду в ходе эксплуатации, а процесс сварки вы намерены производить впервые, то для начала нужно потренироваться на обрезках идентичного материала.
|







© 2017 remontiruj-info.ru Карта сайта
