

Изготовление аппарата для самодельной точечной сварки
Оглавление:
Аппараты, с помощью которых выполняется точечная сварка, можно собрать самостоятельно. Для этого потребуется базисный трансформатор, провод, выключатель, клейкая лента. Подобные устройства простые и удобные в изготовлении и эксплуатации. Сварку точечную применяют при проведении большого количества ремонтных работ в доме. Изготовление самодельной точечной сварки в домашних условиях не требует значительных затрат времени и финансов. Основные методыСпециалисты рекомендуют предварительно ознакомиться с описанием сборки оборудования, установки электродов и принять меры предосторожности. Изготовить аппарат для самодельной точечной сварки можно несколькими способами. Конструирование инструмента для работы в домашних условиях, как и его ремонт, не потребует значительных затрат времени и финансов. Ассортимент самодельных приборов довольно широкий. Специалисты различают оборудования для работы с крупногабаритными объектами и переносные аппараты. В домашних условиях используют переносные (настольные) модели для сварки черных и цветных металлов. Они простые в использовании и их легко ремонтировать при необходимости. Чтобы самостоятельно сконструировать качественный, надежный аппарат потребуется выяснить, какие детали и элементы понадобятся в процессе сборки. Ключевая деталь оборудования в большинстве случаев представлена в виде базисного трансформатора. Он должен быть серийного производства (образец ОСМ-1). Если такого агрегата в наличии нет, тогда применяют трансформатор от микроволновой печи. Он обладает достаточной мощностью. Можно обойтись без трансформатора, заменив его инвертором. Выполнять замену рекомендуется только при наличии необходимых знаний и навыков для снятия 1-го устройства, выбора и установки инвертора. Схема точечной сварки. Трансформатор требуется подготовить к установке. Первичную обмотку на нем оставляют без изменений. В обмотке должно быть не менее 200 витков. Вторичную обмотку заменяют более мощной, чтобы избежать скорой поломки и ремонта оборудования. Регулировка значения величины тока в аппарате приветствуется, но необязательна. Можно обойтись визуальным контролем по окраске в процессе сварки и ориентирования по продолжительности нагрева. Прут из дюралюминия подойдет для изготовления держателей для электродов. Диаметр прута должен достигать 30 мм. Прочность материала позволит избежать скорой поломки устройства. Нижний электрод должен быть неподвижным. Его требуется изолировать от крепежных болтов и щечек. Изоляционным материалом могут быть шайбы или клейкая лента. В держателях электроды крепятся с помощью 2-х шайб из латуни или болтов. С помощью пружин держатели с электродами разводят в исходное положение. В рассматриваемом случае подойдет пружина от раскладушки. К сети аппарат подключается с помощью автоматического выключателя с силой тока не менее 20 А. Трансформатор и обмотку требуется заземлить. Пускатель можно включать с помощью нажатия педали. Пошаговая инструкция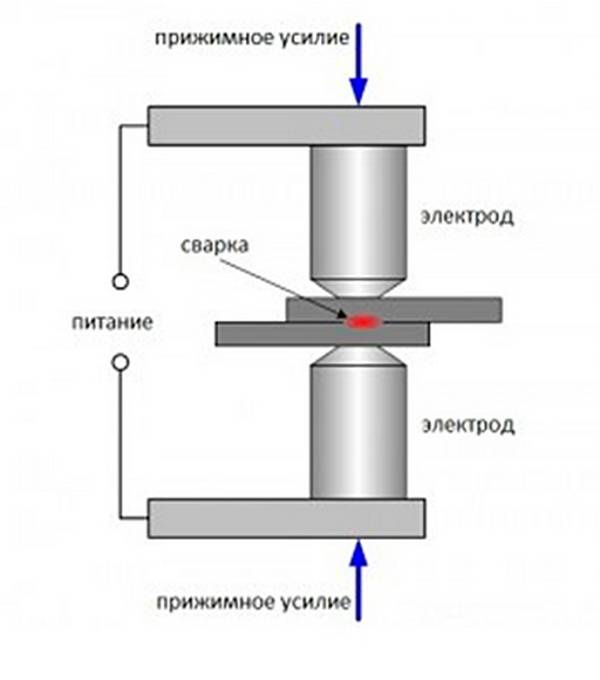 Принцип работы точечной сварки. Можно изготовить точечную сварку дома, подробно изучив межатомные связи. С их помощью соединяют металлические детали. Межатомные связи возникают при местном нагреве. Самодельная точечная сварка требует наличия специальных клещей или аппарата, который можно собрать самостоятельно. Готовый инструмент должен быть простым в эксплуатации и достаточно мощным. Качественный агрегат позволит соединять листовую сталь толщиной до 3 мм. Трансформатор – основа подобного агрегата. Первичная обмотка в 200 витков проводом ПЭВ 2-1,9 оставляется на месте, а вторичная подлежит замене на провод ПВЗ-50. Во вторичной обмотке должно быть 2/3 витковых доли (общее сечение – 100 кв.мм) Регулировать величину тока в устройстве для сварки можно с помощью реле времени (спектр выдержки – до 5 сек). Изоляция дюралюминиевых держателей электродов выполняется с помощью клейкой ленты на основе х/б или крепежных болтов. Желательно использовать электроды из меди с диаметром 12 мм. Болты и латунные шайбы помогут закрепить их в держателях.
Пружина для разведения держателей в исходное положение не должна вести к короткому замыканию на вторичной обмотке в процессе работы трансформатора. Специалисты рекомендуют использовать втулку из пластика, привинченную к торцу неподвижного держателя. Запуск устройства проводится с помощью его подключения к сети. Им можно управлять через магнитный пускатель с клавишей грибообразной формы и педалью. Корпус и вторичная обмотка заземляются. Особенности функционированияДетали для сваривания необходимо правильно расположить, зажав в электродах, между которыми будет протекать ток. С его помощью в месте контакта с электродами металл будет плавиться. Затем агрегат отключается, а изделие проковывается сжатием электродов. Происходит кристаллизация металла и образуется сварочный шов. Скорость перемещения электродов должна оставаться неизменной. Соединяемые поверхности должны быть плотно прижаты друг к другу. Необходимо обеспечить требуемую величину давления для достижения качественной сварки. Свариваемые элементы нагреваются довольно быстро благодаря кратковременным импульсам тока. Средняя длина этого значения – 0,01-0,1 с. С его помощью происходит плавление металла в месте воздействия электродов и формирование жидкого ядра. Длительность импульса может отличаться и определяет режимы сварки точечной.
Специалисты рекомендуют учитывать мощность оборудования и условия работы. Время нагрева нужно увеличивать для работы с металлами, склонными к закалке, а для деталей из нержавеющей стали этот показатель требуется уменьшить. Подобные предосторожности необходимы, чтобы предотвратить структурные преобразования. Несоблюдения правил может способствовать утрате металлом антикоррозийных свойств. Давление между электродами необходимо регулировать, оно должно обеспечивать прочное соединение деталей. Перед выполнением точечной сварки следует позаботиться о защите от ожогов, поражения током и травм. Требуется провести заземление элементов прибора. Особо опасны обмотки корпуса и незаземленный инвертор. Необходимо обеспечить быстрый доступ к кнопкам, рубильникам и всем отключающим устройствам. Пол под настольным аппаратом должен быть сухим, а под напольными конструкциями нужно постелить резиновый коврик. Перед установкой отдельных узлов, заменой или чисткой электродов, ремонтом агрегата необходимо следить, чтобы электрод не перемещался.
Помещение для работы необходимо проветривать, на мастере должна быть спецодежда.
|







© 2017 remontiruj-info.ru Карта сайта
