

Чем можно варить нержавеющую сталь?
Оглавление:
Перед тем как начать процедуру сварки нержавейки, необходимо изучить все возможные особенности такой сварки. Варить нержавейку – не самое простое занятие, сложность которого зависит от множества нюансов. Схема сварочного полуавтомата. Один из важнейших – это хорошая свариваемость, иными словами, первостепенная возможность металла создавать сварное соединение. Первостепенные особенности, которые в обязательном порядке могут повлиять на качество сварки: Сварка нержавейки полуавтоматом. Особенности сварки нержавеющей стали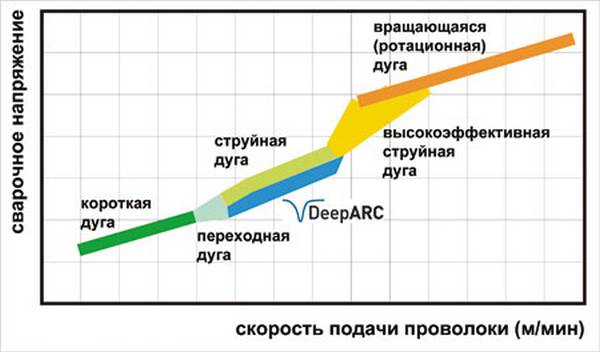 Двойной пульс для совершенной сварки алюминия и нержавейки. Для того чтобы правильно и качественно сварить нержавеющую сталь, необходимо также учесть тот факт, что некоторые ее физические свойства отличаются от обычной стали:
Существуют совершенно разнообразные методы сваривания стали своими руками. К примеру, дуговую сварку с использованием особых вольфрамовых электродов, проводящуюся в инертной среде, используют, если толщина металла превышает 1,5 мм. Если нужно сварить тонкую сталь или трубы, то лучше всего прибегнуть к свариванию с помощью плавящихся электродов в среде инертного газа. Дуговая импульсивная сварка должна быть применима сугубо для листов стали, толщина которых составляет 0,8 мм. Короткой дугой с использованием плавящихся электродов варить стоит сталь толщиной от 0,8 до 3,0 мм, а струйным переносом металла – сталь с толщиной листов свыше 3,0 мм. Если же рассматривать плазменную сварку, то можно сделать вывод, что она подойдет для очень широкого разброса толщины, поэтому и применяется гораздо чаще. Сварка дуговая под флюсом используется для толщины металла, превышающей 10 мм. Но самые популярные методы сварки – это сварка с помощью покрытых электродов, вольфрамовых электродов в аргоновой среде и полуавтоматическая аргоновая сварка нержавеющей проволокой. Сварка покрытыми электродамиРежимы сварочных работ в среде инертных газов. Если вам не принципиально, какими электродами проводить сварку и у вас нет каких-либо особенных требований к сварочному соединению, то самым приемлемым способом будет сварка покрытыми электродами (к ним относятся электроды ОЗЛ-8, НИАТ-1, ЦЛ-11). Из всех электродов лучше всего выбирать те, которые обеспечат после сварки стойкость к коррозии, жаростойкость и хорошие механические свойства. Сварка должна производиться при постоянном токе с обязательной обратной полярностью. Необходимо следить за тем, чтобы шов был проплавлен по минимуму, поскольку при сварке нержавейки используемые электроды обладают небольшим диаметром и им необходим минимум тепловой энергии. Сила тока в процессе сваривания нержавеющей стали должна быть строго отрегулирована на 15-20% ниже, чем при сварке обычного металла. При большом токе в связи с невысокой теплопроводностью и при высоком сопротивлении электродов с покрытием может случиться значительный перегрев и даже отслоение кусочков. Именно из-за этого у таких электродов высокая скорость плавления, поэтому если вы впервые ими пользуетесь, то поначалу это может быть непривычно. Для сохранения коррозионных характеристик сварочного шва нужно устроить ускоренное охлаждение при сварке. Для этого можно использовать медные прокладки или определенное воздушное обдувание. Если сталь хромоникелевая, можно охлаждать ее водой. Сварка нержавейки с помощью вольфрамовых электродов Вольфрамовые электроды. Сварка вольфрамовыми электродами в инертной среде подходит, когда металл, который нужно сварить, весьма тонкий или же если требования к качеству сварного соединения очень высоки. Например, если нужно варить трубы, которые в дальнейшем будут использоваться для транспортировки газов или жидкости под высоким давлением, такой способ сварки подойдет идеально. Процедура проводится в аргонной среде, ток может быть как постоянным, так и переменным, но прямой полярности. В роли присадочного вещества рекомендуется брать проволоку с более высоким уровнем легирования, чем у металла. При работе следует избегать колебательных движений с электродами во избежание нарушения защиты зоны варки, что может привести к окислению шва и увеличить стоимость самого процесса. С обратной стороны от воздуха шов должен быть защищен поддувом аргона, но все-таки нержавеющая сталь не очень критична к подобной защите, но устранить даже малейшую возможность попадания частиц вольфрама в сварочную ванну нужно в любом случае. В этом случае поможет бесконтактное поджигание сварочной дуги, также можно пользоваться угольной или графитовой пластиной в тех же целях. После того как работа будет закончена, чтобы не расходовать чрезмерно вольфрамовый электрод, газ следует выключать не сразу, а через некоторое время (обычно секунд 10-15). Это помогает для избежания сильного окисления нагретых электродов, что увеличивает срок их использования. Профилактика дефектов Сварка нержавейки своими руками. Всегда при сварке нержавеющей стали необходимо учитывать все ее особенности – в противном случае после работы могут возникнуть различные нежелательные дефекты швов, например, формирование “ножевой” коррозии. От воздействия высокой температуры могут появиться горячие трещины, в основном из-за хрупкости швов. Для того чтобы избежать подобных казусов, лучше всего применять присадочные материалы, которые помогут в создании крепких швов. Однако такие материалы не должны содержать феррит более чем 2%. Кроме того, в укреплении швов также поможет дуговая сварка, при которой длина дуги будет малой. Следует помнить, что кратеры на основной металл выводиться не должны. Если вы пользуетесь автоматической сваркой, то должны помнить, что с ее помощью обычно варят на меньших скоростях. Но для того чтобы уменьшить риск появления деформаций, лучше всего сделать меньше подходов, потому что сварка на максимальной скорости способствует лучшей стойкости к коррозии.
Таким образом, прежде чем выбрать, какими электродами варить нержавейку, стоит ознакомиться со всеми ее особенностями и характеристиками, точно знать, какие требования будут предъявлены к сварочному шву и для каких целей будет использоваться изделие.
|







© 2017 remontiruj-info.ru Карта сайта
