

Как правильно варить алюминий электродом
Оглавление:
Алюминий и его сплавы зачастую используется для создания различных технических и технологических конструкций. Чистый алюминий применяется не так широко, как его сплавы, из-за его низких прочностных свойств и высокой пластичности. Следует отметить, что перед тем как сварить алюминий, необходимо учесть особенности сварочного процесса, обусловленные физическими и химическими свойствами этого металла. Схема технологии точечной сварки алюминия. Основная проблема при соединении алюминия состоит в непрекращающемся образовании на поверхности свариваемого металла оксидной пленки Al2O3, которая является тугоплавкой и мешает сплавлению. Кроме того, оксиды алюминия имеют достаточно высокую температуру плавления (+2050°С) по сравнению с аналогичным показателем для самого металла (+658°С), что вносит свои коррективы в процесс. Алюминий имеет высокий показатель теплопроводности, что влечет за собой использование специальных приемов и методов. Виды сварки алюминияТемпература плавления алюминия. Сварить алюминий можно следующими видами сварки:
Рассмотрим наиболее распространенный и эффективный способ сварки алюминия – электродом вручную аргонодуговой сваркой на постоянном токе с обратной полярностью. Аргонодуговая сварка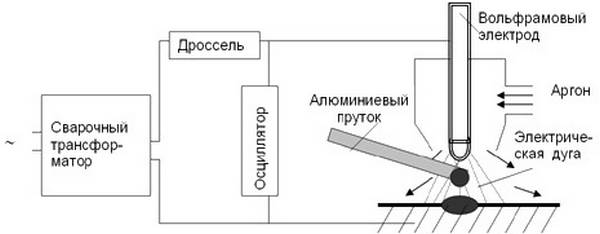 Схема аргонно-дуговой сварки алюминия. Плюсы этого вида заключаются в отсутствии применения вспомогательных материалов (электродных покрытий, флюсов). Процесс проводят вручную, полуавтоматическим и автоматическим методами. Следует отметить, что выполнение любых сварочных работ необходимо проводить только на исправном оборудовании, в хорошо проветриваемом помещении или в помещении с приточно-вытяжной вентиляцией и с применением средств индивидуальной защиты (щиток, кожаные перчатки, спецодежда, спецобувь). Материалы и инструменты для ручной аргонодуговой сварки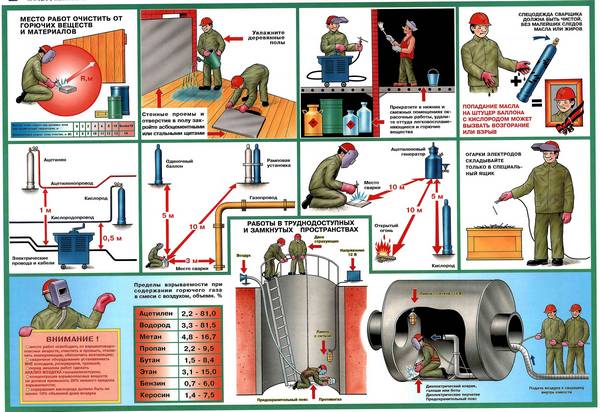 Техника безопасности при сварочных работах. Для такого вида соединения алюминия электродом из вольфрама на постоянном токе с обратной полярностью вам понадобятся:
Подготовка металла перед сваркой Схема полуавтомата для сварки алюминия. Перед тем как варить алюминий любым видом, алюминиевые детали подвергают предварительной подготовке, которая заключается в обезжиривании поверхности материала и растворении пленки оксидов. Обезжиривание металла проводят путем обработки его поверхности растворителями (ацетоном, бензином и т.д.). После этого очищают оксиды механически щеткой или путем травления с использованием растворов химических веществ (гидроксид натрия – 45-55 г, фторид натрия – 10-50 г, вода – 1 л). Затем алюминий в течение 0,5-1 минуты промывают чистой водой, далее, поверхность металла нейтрализуют азотной кислотой (раствором 25-30% в течение 1-2 минут), после промывают металл в проточной, затем в горячей воде, далее, металл сушат до полного высыхания. Такую подготовку осуществляют не ранее, чем за 2-4 часа до сваривания. Таким же образом следует обработать проволоку для присадки в случае ее применения. Технология соединения алюминия Основные характеристики покрытых электродов для сварки алюминия. Листы алюминия толщиной менее 5 мм варят, не разделяя кромок. При толщине алюминия до 20-25 мм работу можно проводить, предварительно не подогревая материал. Если детали имеют толщину более 20 мм, то материал следует заранее прогреть до 300-400°С. Аргонодуговую сварку можно проводить на переменном либо постоянном токе (полярность обратная). При работе на переменном токе используют осцилляторы-стабилизаторы сварочной дуги. Сваривание неплавящимся электродом проводят на постоянном токе с обратной полярностью и на переменном токе, с материалом присадки или без него. В роли присадочной проволоки используют проволоку марки АК отечественного производства по ГОСТ 7878-75 или зарубежные аналоги. При сваривании тавровых, угловых или стыковых соединений использование присадочного материала обязательно. В случае выполнения работ по отбортовке и встык при незначительной толщине алюминия присадки не используют. Параметры (диаметр Д) проволочной присадки при ручной работе выбирают, исходя из толщины алюминия (S):
При аргонодуговой сварке используются электроды из вольфрама толщиной 0,8-8,0 мм и лантанированные вольфрамовые отечественного или зарубежного производства. Их диаметр выбирают, согласно роду тока и значениям его силы (I). Так, при постоянном токе с обратной полярностью:
Процесс ручной аргонодуговой сварки алюминиевых элементов и конструкций состоит из нескольких этапов. Выполнять работу такого рода следует на подкладке из коррозионностойкой стали или листов меди. Выбор режима (силы тока I, скорости расхода аргона Q) аргонодуговой ручной сварки электродами из вольфрама зависит от сечения свариваемых деталей (S), наличия присадок или отбортовки и имеет такие параметры:
Для ручной аргонодуговой сварки неплавящимся электродом используют специальные отечественные агрегаты типа УДАР, УДГ или их зарубежные аналоги.
Процесс аргонодугового соединения деталей вручную начинается с возбуждения (зажигания) дуги. Перед этим включают подачу аргона и устанавливают соответствующую силу тока согласно выбранному режиму. Дугу зажигают такими способами: чирканьем электрода о поверхность алюминия и прикосновением перпендикулярного электрода в точке начала. Если имеет место обрыв дуги, то очередное зажигание делают перед кратером на свариваемом алюминии, а затем возвращаются к уже наплавленному материалу для того, чтобы вывести загрязнения из кратера на поверхность. Далее, работу проводят в необходимом направлении. Следует отметить, что при проведении ручной аргонодуговой сварки не следует совершать колебательные движения горелкой, т.к. возможно нарушение защиты сварочной зоны. Угол между плоскостью изделия и осью горелки должен составлять от 75 до 80°. А угол между изделием и присадочной проволокой при ее использовании – 15-20°. Горелку следует перемещать вслед за присадочным прутком. Расположение шва в пространстве обуславливает расположение электрода. Перемещают электрод «от себя» или «к себе». Согласно траектории его движения получают средние либо узкие швы. Тип движения электрода определяет прогрев или не прогрев кромок металла. Тип движения электрода и присадочного прутка при его использовании выбирают, исходя из требования к шву и согласно справочным данным. Швы делают средними (от 350 до 1000 мм), длинными (свыше 1000 мм) и короткими (от 250 до 300 мм). Длинные швы проваривают частями по 250-300 мм. В зависимости от толщины деталей швы могут быть однослойными (однопроходными) и многослойными (многопроходными). Однослойные швы экономичны и быстры в исполнении, но шовный металл имеет недостаточную пластичность. В случае многослойного шва сваренный металл имеет хорошие механические свойства. При проведении многослойной работы для алюминия толщиной более 20-25 мм следует качественно выполнить первый основной слой, определяющий прочностные свойства всего шва.
После выполнения швов отключают подачу аргона и подвергают швы дополнительной обработке – удаляют остатки шлака с шовной поверхности, т.к. шлак имеет свойство разъедать металл. Удаление шлака проводят путем промывания шва в горячей воде. Необходимо отметить, что варить алюминий электродом можно не только при ручной аргонодуговой, но и при ручной электродуговой, а также автоматической электродуговой сварке. Однако эти виды сваривания деталей из алюминия не получили широкого распространения вследствие применения флюсов, а также из-за ряда особенностей применяемых электродов и низкого качества швов. При автоматической аргонодуговой и полуавтоматической аргонодуговой сварках сохраняется высокое качество сварных швов при отсутствии необходимости использования флюсов. Самым неэффективным видом соединения алюминия является газовая сварка с применением газовых горелок и флюсов.
|







© 2017 remontiruj-info.ru Карта сайта
