

Чем лучше варить алюминий
Оглавление:
Алюминий очень широко используется при строительстве и монтаже различных устройств. Часто возникает необходимость соединения алюминиевых изделий. Решить этот вопрос можно только после того, как будет решено, чем можно варить алюминий. Схема точечной сварки алюминия. Подготовка участкаВ связи с наличием оксидной пленки перед тем, как варить алюминий, требуется специальная обработка поверхности на участке сварки. Предварительная очистка поверхности алюминия от оксида необходима при любом способе. Полный цикл очистки включает несколько этапов. Вначале свариваемые кромки изделия очищаются от грязи и слегка закругляются сверху. На втором этапе подготовки следует произвести обработку растворителем. В качестве растворителей лучше использовать щелочные растворы или органические растворители. Для очистки алюминиевых сплавов пригодны уайт-спирит, технический ацетон, растворители РС-1 или РС-2. Щелочной состав рекомендуется в виде следующей смеси: 50 г тринатрийфосфата, 50 г кальцинированной соды, 30 г жидкого стекла на 1 л воды. Такой состав желательно подогреть до 60°. Третий этап заключается в механической обработке поверхности с помощью металлической щетки. Щетку можно изготовить из стальной проволоки диаметром 0,1 мм. После механической обработки поверхность целесообразно обработать растворителем еще раз. Начинать процесс сварки следует не позднее чем через 3 часа после обработки, в противном случае пленка образуется вновь. Электродуговая сваркаПринцип работы электродуговой сварки. Сварка металлов при помощи электрической дуги плавящимися электродами с применением инверторов является одним из самых распространенных видов для бытовых условий. Сваривать алюминий этим способом следует при выполнении некоторых условий. К работе приступают после проведения тщательной подготовки поверхности материала. Сама сварка осуществляется постоянным током обратной полярности. Для сварки алюминия необходимо использовать специальные электроды типа ОЗА, ОЗА-1, ОЗР, ОЗР-2, ОЗАНА, ОЗАНА-1. Перед тем как варить металл, электроды рекомендуется просушить, выдерживая два часа при температуре 200°. Электроды имеют низкую температуру плавления и не требуют большого сварочного тока. Ток, поддерживаемый в зоне дуги, рассчитывается из условия 25-30 А на 1 мм диаметра электрода. Во время работ поперечное движение электрода необходимо свести к минимуму. Для повышения качества сварного шва алюминий перед сваркой следует нагреть до 400°. Если необходимо сварить крупногабаритные детали, то разогревается только сварочная зона. После завершения процесса сварки производится медленное охлаждение, что снижает риск образования микротрещин в сварочном шве. В настоящее время в продажу поступили новые электроды типа «Алюмин-350н», которые специально разработаны для того, чтобы сваривать алюминий. Диаметр электродов 3,2 мм. При сварке алюминия толщиной до 3 мм сварочный ток выбирается в пределах 70-110 А, а при толщине 4-5 мм – до 160 А. Длина дуги укороченная. Рекомендуется обеспечивать зазор между электродом и свариваемой поверхностью в пределах 1-3 мм. Особенности использования угольных электродов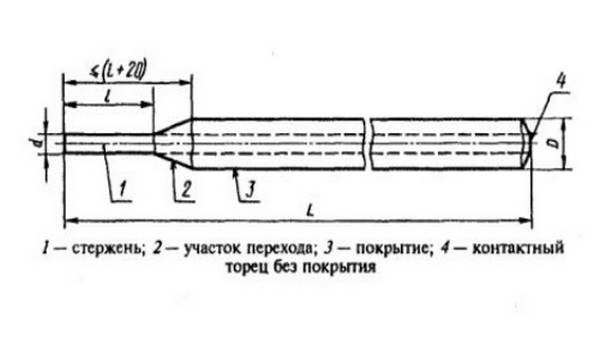 Схема угольного электрода для сварки. Электродуговая сварка с использованием угольных (или графитных) электродов применяется обычно для заварки локальных повреждений (брак, трещина и т.д.) или для соединения узких изделий, таких как электрическая шина. Специальный угольный электрод используется совместно с присадочным материалом. Присадка представляет собой пруток или проволоку, на поверхность которой нанесен флюс. Сваривать алюминий такими электродами следует на постоянном токе прямой полярности. Другой специфический тип электродов для сварки алюминия – металлические электроды с покрытием. Они представляют собой сварочную проволоку, покрытую слоем из смеси фтористых и хлористых солей. Электродуговая сварка в инертной средеСварка алюминия электродуговым способом не всегда обеспечивает качественный шов из-за усиленного окисления нагретой сварочной зоны. Электродуговая сварка в инертной среде несколько усложняет процесс, но позволяет повысить качество и надежность. В качестве инертной среды используется аргон повышенной чистоты; поэтому такая сварка часто называется аргонодуговой. Иногда используется смесь аргона с гелием. При таком способе электрод находится в специальной горелке, из сопла которой подается аргон. Аргонодуговая сварка может производиться при помощи как плавящихся электродов, так и неплавящихся. В первом случае процесс отличается от обычной электродуговой сварки только наличием инертной среды. Чаще используются неплавящиеся электроды из вольфрама. В процессе работ участвует присадочная проволока, которая играет роль расходного металла. Если необходимо варить алюминий, то применяется присадочная проволока типа АД, АО, АК диаметром 2-5 мм. При сварке алюминиевых сплавов используются алюминиево-магниевые присадки, причем содержание магния в присадке должно превышать его наличие в свариваемом сплаве. Газовая сварка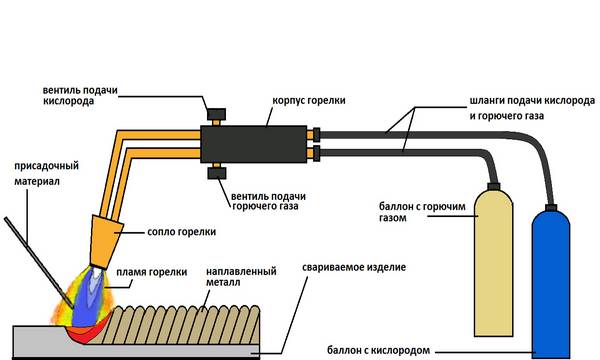 Схема газовой сварки алюминия. Низкая температура плавления алюминия позволяет с успехом использовать газовую сварку. В этом случае сварка производится путем расплавления основного металла и присадки в открытом газовом пламени горелки. Пламя в горелке поддерживается постоянной подачей горючего газа, смешанного с кислородом. Путем регулирования размера пламени можно обеспечить плавный и медленный разогрев металла, что важно для алюминия. Газовая сварка является менее скоростной сваркой по сравнению с другими видами, но она способна обеспечить хорошее качество, если необходимо сварить алюминий. В качестве расходного материала при газовой сварке используется присадочный пруток или проволока. Для изготовления присадки используется чистый алюминий или силумин с малым содержанием кремния. При содержании кремния в пределах 4-6% обеспечивается необходимая усадка и хорошая текучесть расплава. При сварке сплавов алюминия с магнием для присадки используется аналогичный материал, но содержание магния в нем не должно превышать 6%. При сварке дуралюминов применяется присадка в виде прутков из дуралюмина или силумина. Диаметр присадочного прутка выбирается с учетом толщины свариваемого металла: при толщине алюминия до 3 мм диаметр прутка выбирается 2-3 мм, при толщине 3-5 мм – 3-4 мм, до 7 мм – 4-4,5 мм. Для защиты от окисления, что особенно важно с учетом поступления в сварную зону разогретого кислорода, применяется флюс. При сварке алюминия и его сплавов хорошо зарекомендовал себя флюс на основе фтористого или хлористого лития.
В составе качественных флюсов содержание этих солей составляет 15-30%. После завершения работ остатки флюса необходимо убрать, так как он может привести к разрушению сварного шва. Необходимый инструментОборудование, используемое при сварке алюминия, определяется типом выбранной сварки. Для каждого из них характерны свои комплекты оборудования. Электродуговая сварка осуществляется с применением инверторов, обеспечивающих подачу постоянного тока. Для аргонодуговой сварки можно использовать сварочный трансформатор, обеспечивающий подачу переменного тока. Для газовой сварки используются специальные комплекты, включающие ацетиленовый генератор. Газ (кислород, аргон, гелий) хранится в специальных баллонах.  Схема электросварочного аппарата. При сварке невозможно обойтись без следующего инструмента:
Сваривать алюминий можно разными методами. Выбор способа зависит от квалификации лица, производящего сварку, наличия оборудования, размеров и вида алюминиевых изделий, предъявляемых к качеству сварки требований.
В целом, если решено варить алюминий, следует учитывать ряд специфических особенностей; но процесс вполне может быть осуществлен в бытовых условиях.
|







© 2017 remontiruj-info.ru Карта сайта
