

Качественная пайка стали
Оглавление:
Пайка стали известна с давних времен. Этот метод соединения металлов был распространен в Древнем Риме, Древней Греции, Древнем Египте. Пайка представляет собой процесс образования неразъемного соединения металлов, между которыми вводят припой. Этот расплавленный материал заполняет пространство между двумя деталями, тем самым прочно связывает их. После полного застывания припоя образуется крепкое неразъемное соединение. Высокотемпературная пайка стали производится при нагреве припоя до температуры плавления выше 450° С. Существует несколько классификаций пайки. В зависимости от температуры плавления припоя процесс соединения деталей можно разделить на высокотемпературную и низкотемпературную. Высокотемпературная пайка происходит при нагреве припоя, например, газовой горелкой до температуры плавления выше 450° С. Такой метод приводит к получению связей, способных выдержать большую нагрузку. При высокотемпературной пайке образуются герметичные и вакуумноплотные соединения, способные работать при высоком давлении. Низкотемпературная пайка может применяться для соединения мелких деталей и тонких пленок. Этот метод позволяет связывать разнородные металлы. Данный вид пайки достаточно прост в исполнении. Соединение углеродистых низколегированных сплавовИнструменты, необходимые для пайки. Углеродистые низколегированные стали относятся к сталям общего назначения. Они нашли широкое применение из-за их низкой цены в судостроении, мостостроении, котельных и других специальных областях. Пайка углеродистой низколегированной стали – наиболее простой процесс соединения изделий. Для этого можно использовать различные припои. На поверхности этих сплавов образуется химически нестойкая оксидная пленка, которую не составит труда восстановить и растворить во флюсах. Связующим элементом часто выступают медь или ее производные. Реже применяют свинцовые или оловянно-свинцовые связующие материалы. Защитной средой в таком процессе выступает восстановительная атмосфера. Соединение конструкционных сталейК конструкционным относятся стали с содержанием хрома. Примером могут служить коррозионностойкие, жаропрочные или высокопрочные сплавы. Соединение таких металлов имеет ряд трудностей. Из-за наличия в их составе хрома очень сложно удалить химически стойкую пленку. Благодаря этому факту получение неразъемного соединения производят с применением активных флюсов. Газовой средой в этом случае служит соединение трехфтористого бора и азота (или аргона). Такой процесс можно проводить в вакууме. 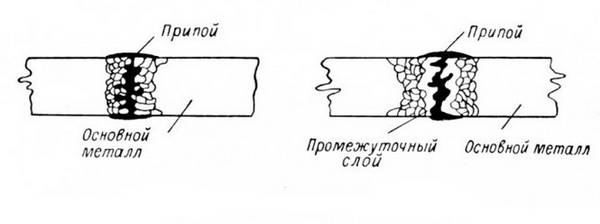 Схема пайки стали твердым припоем. При проведении процесса пайки лучше всего использовать определенные аппараты, призванные контролировать характеристики и состав защитной атмосферы, а также степень вакуума. Это довольно дорогостоящая оснастка. Для минимизации затрат на данные аппараты чаще всего на поверхности, подготовленные для соединения, наносят специальные составы. Примером такого покрытия может служить медь, цинк или никель. Данные составы защищают сталь от образования на ее поверхности окислов железа, предохраняют от выгорания легирующих составляющих. Соединение конструкционных сталей не следует производить при температуре свыше 1100° С. При превышении этого показателя у коррозионностойких сталей снижается пластичность, у жаропрочных – ухудшаются прочностные характеристики, а у высокопрочных – увеличивается хрупкость. В качестве припоя в таких процессах чаще всего применяют никель, медь, серебро и другие металлы. Соединение жаропрочных сталейПорядок работ при пайке стальных труб. В технике часто используют жаропрочные сплавы, состоящие из одной фазы и более. Они состоят из сочетаний никель-хром, никель-железо-хром или других металлов. Эти сплавы отличаются повышенной прочностью и жаропрочностью, устойчивы к коррозии. Процесс соединения этих металлов происходит при температуре около 1100-1150° С. Превышение данной температуры может привести к ухудшению пластичности, а также пережогу. Если в сплаве содержатся тугоплавкие составляющие, то при получении неразъемных соединений на поверхности металлов образуется устойчивая оксидная пленка. Эти легирующие добавки необходимо предварительно удалить с помощью кислотно-щелочных растворов. После этого поверхность металла обрабатывают никелем. В качестве связующих элементов используют медь или никель. Защитной средой в таком процессе пайки выступает нейтральная газовая среда или вакуум без использования флюсов. Соединение инструментальных и твердых сплавовИнструментальные стали очень прочны, тверды, имеют низкую стоимость и высокую доступность. Из-за этих положительных характеристик этот вид сплава приобрел огромную популярность при производстве различного инструмента. Схема капиллярной пайки стали. Пайку данного вида сплава производят так же, как и низкоуглеродистых. Однако при температуре нагрева выше 200° С у этих металлов падает твердость, уменьшается теплостойкость материала. Этот недостаток устраняется добавлением в состав инструментальных сталей вольфрама. Применение этой добавки повышает температуру пайки до 550-600° С. Припоями в этом случае будут служить никель или ферросплавы. Пайку инструментальных сталей следует производить индукционным методом с применением боридо-фторидных флюсов. Для этого процесса подходит пайка в соляных ваннах или газопламенных печах. Для соединения твердых сплавов применяют те же флюсы, что и для инструментальных сталей, а припоями в этом случае будут служить медно-цинковые сплавы с добавлением марганца, никеля или алюминия, реже медно-марганцевые сплавы. При таком виде пайки применяют механизированный или автоматический способ нагрева металла. Технология пайки сталиСамостоятельное соединение стальных деталей с помощью пайки не вызывает особой сложности. Изделия из стали можно паять с помощью обычного олова. Наиболее простой вид пайки происходит в последовательности: Необходимо помнить, что температура пайки зависит от применяемого припоя. Нагревать до большей температуры не следует.
Если распределить припой по поверхности соединительного шва не получилось, причинами могут быть:
Пайка – один из распространенных процессов получения неразъемного соединения деталей. Результатом такого воздействия будет прочное изделие. Наиболее простой способ пайки стали можно осуществить и своими руками, главное – знать некоторые особенности.
|







© 2017 remontiruj-info.ru Карта сайта
