

Как правильно применять припой для нержавейки
Оглавление:
Распространено мнение о том, что паять нержавейку очень сложно. Но в действительности этот материал хорошо поддается пайке, если припой для нержавейки подобран правильно. Некоторые полезные советы тоже упрощают работу. Сплавы, называемые нержавеющим железом, спаять между собой достаточно просто, хорошо они соединяются и с другими металлами, например, с медью и практически любыми, за исключением сплавов на основе алюминия или магния. Нержавейка хорошо поддается пайке, если припой для нержавейки верно подобран. Прочностные и антикоррозионные характеристики позволяют применять нержавеющие стали в быту и промышленности очень активно. Изделия присутствуют на кухнях каждой квартиры в той же мере, что и в химических и прочих цехах заводов. Этот материал так же незаменим, как и стекло и синтетические материалы. Работа с нержавейкой: подготовка материаловНержавейкой называют сплав железа, который при частом контакте с водой устойчив к коррозии. Обработка нержавейки не вызывает проблем, если в наличии имеется нужный набор материалов. Инструменты для этого потребуются следующие:
Выбор материалов и инструментовИнструменты для пайки нержавейки: электрический паяльник, газовая горелка, флюс, припой, металлическая щетка, растворитель. Электропаяльник должен иметь мощность не менее 60 Вт, оптимальное значение – 100 Вт, так как маломощный не нагреет до нужной температуры детали. Если припой нужно положить на детали большого размера, используется паяльник мощнее. Удобнее и быстрее работать с паяльником, жало которого необгораемое, он более долговечен. Технические особенности паяльника ограничены различными обстоятельствами. Разогреть этот инструмент способен только мягкие и низкоплавкие припои. Детали, теплоотвод у которых очень велик, спаять им тоже проблематично. Температура жала паяльника выбирается в зависимости от припоя, чтобы было возможно его расплавить. Слишком большая мощность в домашних условиях не требуется, так как вызовет только перерасход энергии, а при пайке мелких деталей перенагрев может их сжечь. Желательно приобретать такой паяльник, который имеет переменный уровень нагрева. Такой инструмент прослужит дольше и будет экономить энергию. Паяльник, который имеет непрерывный нагрев, постоянно работает на предельной мощности, выйдет из строя значительно быстрее. Его жало откалывается и разрушается под действием высоких температур долгое время. Обычным паяльником невозможно расплавить латунь, для этого металла требуется воспользоваться газовой горелкой. Ее использование значительно усложняет пайку даже в том случае, если использовать компактного типа газовый баллончик. Выбирая припой, чаще всего мастера отдают предпочтение прутьям из сплава свинца и олова. Порядок работ при пайке нержавейки. Существует припой, в который добавляют кадмий. К категории легкоплавких относятся припои на основе цинка, но ими нельзя пользоваться с углеродистой и низколегированной сталью, так как сцепление между ними плохое и непрочное. Для нержавейки лучше всего подходит припой из чистого олова, к тому же только припой такого типа можно использовать, если запаянное место будет находиться в контакте с пищевыми продуктами. При пайке в сухой атмосфере или при печной могут быть использованы припои серебро-марганцовые, хром-никелевые или чистая медь. Такой металл, как медь, чаще всего имеет недостаточное растекание по поверхности, поэтому применяется латунь, чтобы припаять медь к нержавейке. Если пайка происходит в коррозийных условиях, можно паять серебряными тинолями с небольшим добавлением к ним никеля. Помимо припоя, требуется еще и флюс, для пайки стали не подходит привычная канифоль. Этот материал хорош для того, чтобы паять медь, но для использования на нержавейке флюс должен быть активным. Такие флюсы, как паяльная или ортофосфорная кислота, после нанесения сразу же требуют начинать работу. Когда при нанесении на места пайки нержавейки ортофосфорной кислоты проходит много времени, на поверхности она образует затрудняющую пайку фосфатную пленку. Очень часто в качестве флюса выступает бура, которая порошком или пастой наносится на шов. Как только она расплавлена, начинают нагревать остальной материал до красноты, и по достижении 850°С припой вводится в шов. Как паять нержавейку Технические параметры пайки нержавеющих труб. Детали, которые требуют пайки, перед работой требуется хорошо очистить не только от загрязнения, но и от пленки окислов. Для этого может использоваться металлическая щетка, наждачная бумага, шлифовальные круги. После завершения этого процесса поверхность необходимо обезжирить при помощи ацетона или другого растворителя. Флюс на места наложения припоя наносится перед ним, если не используют припой комбинированный, в котором флюс уже содержится. Пайка нержавейки без флюса затруднительна, иногда требуется повторное его нанесение. Это связано с тем, что металл покрывает тонким слоем оксидная пленка, из-за чего припой не растекается по поверхности, а катается по ней, собравшись в шарики. Это очень затрудняет лужение. В тех случаях, когда этого позволяет конструкция паяемых изделий, их удобнее сначала по отдельности залудить припоем по местам соединений, после чего совместить и прогреть снова до температуры плавления. Этот способ дает особо прочное соединение, даже если с первого раза не получится залудить всю поверхность деталей. На те места, которые остались непокрытыми, припой наносят повторно, снова прогревая паяльником или горелкой, и повторяют процедуру до тех пор, пока поверхность не будет иметь ровный слой припоя.  Поэтапный процесс пайки нержавеющих труб. В процессе ремонта автомобильных кузовов, где и применяют преимущественно пайку внакладку листового железа, соединяют их не только предварительным лужением. Именно при этих работах очень помогает припой, который уже содержит в себе флюс. Этим припоем покрывают одну из контактных областей, подлежащих пайке, затем фиксируют обе детали в зажимах и нагревают область шва равномерно с обеих сторон. При работе с твердыми припоями, которые содержат латунь, в виде флюса берется бура. Для плавления латуни необходимо достичь температуры в 1000°С, поэтому детали требуется разогревать сильнее и дольше. Работа при помощи газовой горелкиДетали разогревают при помощи облуженного жала паяльника или газовой горелки. При работе с горелкой нужно следить, чтобы в пламени не было слишком много кислорода, так как это заставляет металл окисляться. Это определяют по цвету пламени (должно быть синим), если же пламя слабое и цвет бледный, это указывает на избыток кислорода. Чтобы разогреть соединение, горелку передвигают плавно. Схема пайки нержавеющих труб при помощи газовой горелки. Прикасаясь периодически к металлу припоем, проверяют, не была ли достигнута нужная температура. Нагревание можно считать достаточным, если припой плавится не от огня горелки, а от прикосновения к металлу. После этого припой сразу же укладывается в ту область, где должен быть стык, детали при этом продолжают разогревать, чтобы припой, расплавляясь, постепенно заполнил весь стык собой. В случае, если в каком-то месте жидкого припоя недостаточно, его прогревают сильнее, чем остальные, и припой сам устремляется в него. Одним из признаков прочной пайки является вытекание из швов излишка припоя. Ошибки в процессе пайкиЕсли в процессе подготовки, подбора материалов или в работе допущена ошибка, припой может не растекаться по металлу и не соединять детали. Случается, что детали перед работой были зачищены недостаточно хорошо или плохо прогрелись. Часто такое происходит с деталями большого размера. Жало паяльника после каждого сеанса должно быть очищено, а для того чтобы сохранять возможность филигранных работ, его периодически нужно затачивать. 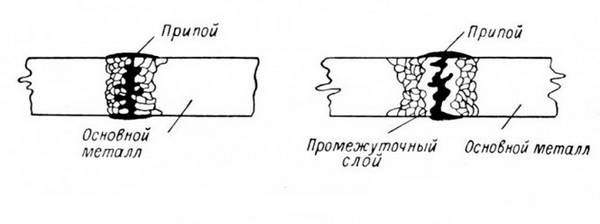 Схема пайки нержавейки твердым припоем. Чтобы получить хорошее соединение в результате, не следует паять нержавейку чистым свинцом или выбирать канифоль, а не буру или паяльную кислоту. Если припой оловянный, работать с ним бывает затруднительно из-за его недостаточной консистенции. Если олово не расплавляется более чем до состояния мягкого пластилина, скорее всего, держать шов оно не будет, постоянно крошась и ломаясь. Верное состояние олова для пайки – когда оно напоминает жидкость. Существуют сплавы с добавлением никеля, которые при нагреве до 500-700°С начинают выделять карбиды, и чтобы сократить время их выделения, пайку нужно производить максимально быстро. Карбиды, выделяясь, существенно уменьшают стойкость нержавеющей стали к коррозии. Чтобы свести на нет эффект от их выделения, нужна по окончании работ дополнительная термообработка. Хороший припой, который положен качественно, можно только поцарапать, но не отделить от места спаивания нержавейки. Чтобы не испортить, после пайки изделию нужно дать остыть, не тревожа его в это время. Когда шов остыл, его очищают от припоя и флюса, оставшихся по краям шва, желательно промыть при этом с мылом.
Рекомендации, как и чем паять нержавеющую сталь, как выбрать флюс и припой для нержавейки. Основные приемы подготовки материала к работе. Пайка нержавейки паяльником и газовой горелкой.
|







© 2017 remontiruj-info.ru Карта сайта
