

Как выполнить пайку меди в домашних условиях
Оглавление:
Предпочтительнее пайка меди в домашних условиях, нежели варка, так как процесс производится проще и оперативнее, к тому же нет нужды приобретать или брать в аренду дорогое оборудование. Соединения, изготовленные по всем правилам, получаются прочные и надежные, при этом сохраняется их стойкость к разного рода нагрузкам, как температурным, так и механическим. Медные трубы имеют антикоррозийные свойства, защищающие их от губительного воздействия ржавчины. Для того чтобы паять медные трубы своими руками, потребуются следующие материалы и инструменты:
Процесс и технологии пайки трубДля начала нужно использовать труборез, чтобы отрезать необходимый кусок трубы. По месту среза необходимо пройти щеткой, чтобы снять все шероховатости и заусенцы, с той же целью обрабатывается при помощи ершика внутренняя поверхность. Инструменты для пайки медных труб. При помощи труборасширителя другой отрезок трубы расширяется до нужного диаметра, так как детали трубопровода должны иметь небольшой зазор при вхождении друг в друга. Край расширенной части трубы также чистят щеткой, чтобы избавить медь перед пайкой от загрязнений и неровностей. На ту деталь трубы, что меньше диаметром, тонким слоем равномерно наносится флюс. Детали соединяют, вышедший наружу излишек флюса удаляют при помощи мягкой влажной ткани. Соединение нужно равномерно прогреть, используя для этого горелку или фен. Сигналом к окончанию пайки служит серебристый цвет, который приобретает флюс при достаточной степени нагрева. Дополнительно согласно технологии пайки меди к линии соединения труб подносят припой. Когда он расплавляется и заливает собою стык, нужно оставить его остывать при комнатной температуре. После того как припой остывает, соединение еще раз протирают влажной ветошью, чтобы удалить остатки химических веществ различного рода. Работа с паяльникомКогда паяльник включается в сеть впервые после долгого перерыва, может появиться дым от сгорающих частиц масла, используемого при хранении инструмента, или сгорает оставшееся количество канифоли. Чаще всего ничего опасного это не означает и достаточно бывает проветрить помещение. Перед тем как паять медь, нужно проверить наконечник паяльника и подготовить его к работе должным образом. Наконечнику может быть придана практически любая форма согласно потребностям мастера, но и имеющиеся в продаже жала отличаются разнообразием.  Конструкция паяльника. Если планируется паять массивные медные детали, то должна быть большая площадь соприкосновения паяльника с деталями, так как это обеспечивает лучшую теплопроводность. Для мелких деталей, таких как медная проволока, лучше всего подходит заточка в форме острого конуса. Подготовка деталей к пайке ничем не отличается от подготовки к соединению при помощи газовой горелки и заключается в очищении и обезжиривании мест соединения. Качество и внешний вид пайки во многом зависят от температуры паяльника. При недостаточной температуре припой не растечется по поверхности и ляжет некрасивым комком, который имеет недостаточное по степени прочности сцепление с деталями. Если температура не дотягивает до нормы совсем немного, внешне пайка может выглядеть растекшейся и качественной, выдает в этом случае матовый цвет припоя и некоторая его рыхлость. Температура, нужная для соединяемых деталей, должна превышать на 20-40?C температуру, при которой припой начинает течь и плавиться. Это важно, так как при соприкосновении с соединяемыми деталями часть тепла паяльник неизбежно потеряет. На паяльных станциях необходимая температура может достигаться простой установкой регулятора в нужное положение. Если же используется обыкновенный паяльник, температурный датчик на котором отсутствует, для примерного определения нужного градуса можно использовать канифоль. Если от прикосновения паяльника она вскипает и выделяет много пара, но не сгорает, а повисает каплями на жале, температура подходит для пайки меди. Вреден при работе с деталями и перегрев паяльника, так как в этом случае флюс сгорает и обугливается еще до того, как им покрывают поверхность паяемых деталей. Перегрев на вид можно определить по появившейся пленке окислов темного цвета на припое. Припой на перегретом жале паяльника не может удержаться и сразу же с него стекает.
Способы работы с паяльником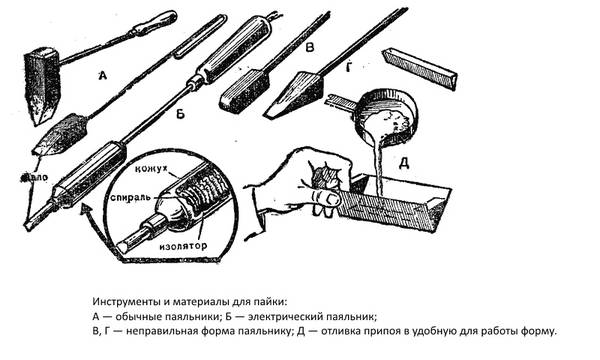 Инструменты, необходимые для пайки. Можно выделить две основные технологии, которыми пользуются при соединении деталей при помощи паяльника. При использовании первой технологии припой с кончика паяльника как бы сливается на детали, которые нужно соединить. Второй способ подразумевает подачу припоя непосредственно на детали, требующие соединения. Любой из способов подразумевает, что детали к пайке требуется подготовить и закрепить в удобном положении. Когда подача осуществляется с кончика жала паяльника, небольшое количество припоя расплавляют непосредственно на нем. После этого жало присоединяется к деталям, требующим соединения, припой растекается по ним в нужных местах. Равномерное распределение обеспечивается движениями раскаленного жала вдоль шва. Достаточным количеством припоя считается, если жало приобрело серебряный блеск. Излишки припоя меняют форму жала и образуют некрасивый шов. Если же припой подается на сплав, детали требуется предварительно паяльником разогреть. Подаваемый припой расплавится и заполнит собою швы и стыки. Низкотемпературная пайка медиХимический состав литой и деформированной меди. Такого рода соединение применяется по большей части дома и помогает организовать системы кондиционирования, отопления и водоснабжения при помощи горелок на пропане. Труба из меди при этом нагревается до 200-250?C, и если используется мягкий припой, то в процессе пайки пламя горелки требуется постоянно перемещать, следя за равномерностью нагрева соединения. Если в процессе пайки при касании прутком паяльника припой не плавится, следует продолжать нагрев, непрерывно и равномерно перемещая пламя. Как только припой начинает течь и плавится, пламя убирают и ждут, когда припой полностью растечется, заполняя собой зазор между изделиями полностью. Не рекомендуется при этом вводить припой дополнительно, чтобы избежать образования излишков, которые могут затечь внутрь труб. Если паять медь, используя стандартные прутки припоя, то объем его должен быть равен диаметру соединяемых труб. Удобнее перед началом процесса изогнуть нужного размера припой буквой “Г”, чтобы не ошибиться с размерами. Прочность меди при низкотемпературной пайке остается прежней, но механические характеристики падают в качестве. Высокотемпературная пайка медиЕсли изделие из меди будет эксплуатироваться при высоких температурах, каковыми считаются температуры выше 110?, к нему применяют в качестве метода соединения высокотемпературную пайку. Для подстраховки используется этот метод и для отопительных систем. Чтобы выполнить соединение такого рода, требуется температура не менее 700?C, поэтому используется только газопламенный способ. Если припой при этом будет использован медно-фосфорный, то в процессе можно обойтись без применения флюса. Горелку ставят на среднее пламя, температура которого должна быть в пределах 700-900?C, трубы нагревают равномерно, но положение их в пространстве может быть любым. Если концы изделий нагреваются равномерно и до нужной температуры, припой наполняет монтажный зазор качественно. Готовность соединения проверяют целым прутком припоя, который плавится по окончании работ. Чтобы качество шва было выше, пруток предварительно прогревают.
Этот способ соединения подразумевает при необходимости пользование для нагрева труб строительным феном вместо горелки. Но использоваться этот инструмент может только для соединения небольшого размера труб. Манипуляции с феном производят те же, что и с горелкой. Преимуществами этого типа соединения являются высокая прочность шва и дальнейшая стойкость его при эксплуатации в высокотемпературном режиме. Недостатками же можно считать неизбежно происходящий при таких температурах отжиг меди. Следует заметить, что для выполнения этой работы требуется достаточная квалификация и опыт, так как медь легко перегреть и вызвать этим разрывы металла.
|







© 2017 remontiruj-info.ru Карта сайта
