

Как надо паять паяльником?
Оглавление:
Самый простой способ пайки – это пайка паяльником, она доступна даже обычным людям. Но такой вид скрепления имеет и некоторые ограничения: паять нужно исключительно мягкими припоями и не слишком большие детали, так как их очень трудно сильно нагреть. Паять необходимо только мягкими припоями и не очень большие детали, так как их нагреть их до высокой температуры очень трудно. Чтобы паять, нужно иметь все необходимое для этого процесса:
Паяльники: виды и мощностьСуществуют разнообразные паяльники: электрические (с керамическим или спиральным элементом нагрева), индукционные, газовые и др. Чтобы паять точечно, нужно приобрести паяльники с возможностью регулировать мощность нагревания. Некоторые виды паяльников могут нагреваться даже на открытом огне. Самым доступным и удобным паяльником в настоящее время становится электрический. Паяльники различаются по мощности, которая определяет массив теплового потока: Схема паяльника. Чем больше деталь, которую вы хотите взять для пайки, тем больше должна быть мощность паяльного аппарата. Помимо этого, нужно также обратить внимание на теплопроводность материала. Чем больше теплопроводность, тем с более высоким уровнем мощности понадобится инструмент. Как правило, для пайки самым популярным видом паяльника (электрическим) используются оловянно-свинцовые или чисто оловянные припои. Существуют припои на основе свинца, но они химически опасны, хоть и дают лучшее качество пайки. Пищевую посуду припаивают исключительно оловянным составом. При правильно подобранном флюсе качество и простота пайки значительно увеличиваются. Качество флюса влияет на прочность получившегося соединения. Преимущественно флюс готовят, размешивая 30 г хлорида цинка и 10 г хлорида аммония в 60 мл воды. При покупке готового флюса необходимо учитывать вид материала, который вы планируете спаивать, чтобы флюс смог разрушить его окислившуюся пленку. Схема пайки труб. Паять паяльником с кислотой (активный флюс) нельзя на электронных деталях. Паяльная кислота подходит для металлических конструкций, так как она является агрессивным химическим составом. После окончания пайки обязательно стоит стирать остатки активного флюса, чтобы тот не испортил поверхность материала. Для эффективного спаивания стали подходят флюсы на водном растворе хлористого цинка или кислоты для паяния на основе этого же состава. Не возбраняется использовать и более активные флюсы. В магазинах большой выбор, вы всегда сможете найти подходящий. Для «нержавейки» требуется очень активный флюс, чтобы разрушить стойкие окисления, которыми она покрыта. Чугун нужно паять высокотемпературной пайкой, а для этого не подойдет простой электрический паяльник. Для нержавейки подходит ортофосфор или флюс Ф-38. Инструменты, необходимые для пайкиНаличие следующих приспособлений позволяет паять паяльником проще: Подготовка прибора к спаиванию деталей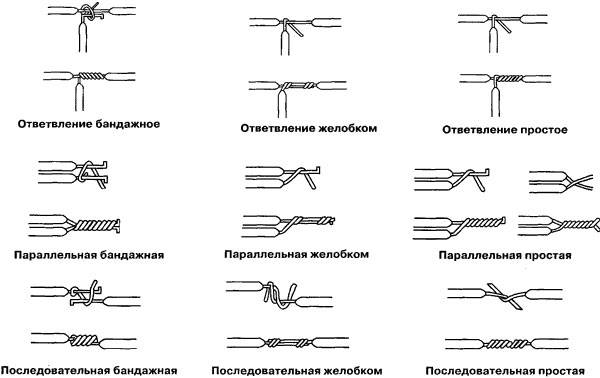 Виды соединения проводов под пайку. При включении нового паяльника в сеть может появиться дым. Не стоит пугаться: это сгорают масла. Необходимо просто открыть окно и проветрить комнату. Самая важная часть паяльника – это наконечник, или жало. Его необходимо подготовить очень тщательно. Можно сделать его в форме отвертки, зашкурить наждачкой или обработать напильником, чтобы придать ему форму конуса, пирамиды и др. Если жало покрыто никелем, то его обрабатывать нельзя, чтобы не повредить слой защиты. Пайка крупных и мелких деталей различается: Паяльник с острием, сделанным из меди, обязательно нужно залуживать с целью защиты от изнашивания. Лучше это делать при самом первом подключении паяльника к сети, иначе наконечник испортит накипь окалины. Тогда припой не сможет прилипнуть к жалу. Что же нужно сделать? Необходимо прогреть инструмент до правильной температуры, окунуть наконечник в канифоль, приплавить на нем припой и растереть его об кусок дерева. В итоге действующая часть жала будет надежно обработана слоем припоя.
Зачем нужно залуживать наконечник? Активный флюс понемногу портит жало, а припой заставляет растворяться. Из-за этого приходится постоянно затачивать его, иногда по несколько раз за операцию. Подготовка деталей для спаиванияЧтобы подготовить деталь, нужно сделать следующее: На что влияет температура паяльника?
В первую очередь температура влияет на качество пайки. На паяльной станции можно с помощью регулятора установить нужную температуру. Если регулятора нет, то температура проверяется канифолью. Она должна сильно выделять пар и как бы кипеть, при этом не сгорая, а оставаясь частями на жале в виде капелек. Перегрев инструмента может привести к сгоранию флюса до того момента, как он будет задействован. Как определить перегрев? Об этом свидетельствует окислительная пленка темного цвета на припое на кончике острия. Процедура пайки деталейДанная процедура может происходить двумя методами. Но начало в любом случае одинаковое: Первый метод пайки (слив припоя на детали с паяльника): Второй метод пайки (нанесение припоя сразу на детали):
Выбор того или иного метода зависит от размера спаиваемых компонентов. Для мелких – первый, а для более крупных – второй. Чтобы паять правильно, нужно следовать рекомендациям: Соблюдение советов и рекомендаций поможет вам справиться с такой задачей, как пайка паяльным аппаратом. После первого опыта вы убедитесь, что это не так уж и сложно. Удачи!
|







© 2017 remontiruj-info.ru Карта сайта
