

Как быстро научиться паять паяльником?
Оглавление:
У любого человека в определенный период появляется желание узнать, как научиться паять паяльником. Возможно, возникла необходимость закрепить контакт в розетке, а то и починить электрическую схему. В чем бы ни была причина, такой интерес полностью обоснован. С помощью паяльника происходит соединения двух металлов с применением другого металла, имеющего значительно меньшую температуру плавления. Использование паяльника в повседневной жизни давно стало рядовым событием. Вопрос о том, как научиться паять паяльником, большинство решает уже в детстве. Само паяние – это несложный процесс, но он требует внимания и аккуратности. Основы процесса пайкиПайка с помощью фольги. Пайка представляет собой процесс соединения двух металлов с применением другого металла, имеющего значительно меньшую температуру плавления. Легкоплавкий металл называется припоем. Принцип любой пайки основан на прогреве металлов в зоне пайки до температуры, превышающей температуру плавления припоя. В этом случае припой в расплавленном состоянии затекает в промежуток между металлами и частично проникает в саму их структуру. Обеспечивается механическая связь и электрический контакт между спаиваемыми металлами. Припоем хорошо спаиваются медь и медные сплавы, можно соединить сталь, алюминий и другие материалы. Пайка больших по размеру элементов ограничивается возможностью их прогреть до нужной температуры. Схема капиллярной пайки меди. В качестве припоя обычно используется оловянно-свинцовый сплав с разным содержанием олова. Наиболее применимым является припой марки ПОС-40 и ПОС-60 (61), где цифры обозначают процент содержания олова в припое. Эти припои плавятся при температуре 235 и 183?С соответственно. Находит применение оловянно-свинцово-висмутовый припой марки ПОСВ-33, который плавится уже при температуре 130?С. При пайке алюминия необходимо применение специальных алюминиевых припоев, температура плавления которых значительно выше. Стандартный припой реализуется в виде прутков или проволоки диаметром до 2,5 мм. Для надежной пайки необходима очистка поверхности металла от окисных пленок. С этой целью используется флюс. Как правило, в качестве флюса используется канифоль. В процессе пайки флюс защищает и нагретые металлы от воздействия воздуха. В современных припоях канифоль входит в их состав. Пайка может проводиться без флюса, но тогда необходима очистка поверхности с помощью паяльной кислоты. Флюс может использоваться в виде раствора канифоли в спирте. Для сложных паек используется канифоль марки ЛТИ-120. Советы мастеров: особенности пайки разных металловПорядок работ при пайке медных труб. Наиболее просто паяются медь и медные сплавы. Достаточно использование припоя ПОС и канифоли. Серебро и посеребренные изделия паяются обычно таким же образом, что и медь, но для обеспечения наилучшего качества лучше применять припой с серебряной добавкой. Сталь и оцинкованные металлы паяются с канифолью плохо и требуют обработки поверхности паяльной кислотой. Нихром, константан и некоторые другие сплавы (с высоким электрическим сопротивлением) паяются с использованием специальных флюсов. Хорошие результаты получены при применении аспирина в качестве флюса. Пайка алюминия и высоколегированных сталей с канифолью невозможна. Необходимо применение специальных флюсов (например, ортофосфорная кислота) и припоев. Пайка металлов осуществляется специальным нагревательным инструментом – паяльником. Паяльник состоит из двух основных частей – нагреватель (как правило, нагревательная спираль) и паяльное жало, а также ручки и шнура для подключения к электросети. Нагреватель закрыт кожухом, а внутрь него вставляется и фиксируется медное жало. В нагревателе обеспечивается разогрев всего жала. Главным параметром паяльника является его мощность. Она определяет температуру и объем разогреваемого металла. Бытовые паяльники обычно имеют мощность от 25 до 100 Вт. При ремонте бытовой электроники и радиотехники, пайке небольших проводов используются паяльники мощностью 25-40 Вт.  Залуживание жала паяльника. Весь процесс пайки ведется кончиком жала, касанием которого обеспечивается разогрев металла, плавление припоя и флюса, распределение припоя по поверхности металла. Для быстрого разогрева и передачи тепла паяемым металлам материал жала должен обладать высокой теплопроводностью, что и вызывает использование меди. Форма и размер жала паяльника существенно влияют на качество пайки. По размеру жало условно подразделяется на обычное, имеющее диаметр 4-5 мм, и миниатюрное жало, диаметром 2-3 мм. Миниатюрное жало применяется при пайке тонких проводов и очень мелких медных деталей. По форме жало может быть выполнено в виде лопатки, конуса, иглы или же специальной формы для определенных работ. Наиболее распространено жало в виде лопатки со скосом на 45? с одной стороны или со скосами с обеих сторон (типа отвертки). Кроме того, жало может быть прямым по длине или изогнутым под углом для удобства проведения пайки. Подготовка к пайкеСхемы регуляторов температуры жала паяльника. Для того чтобы паять паяльником, надо провести определенные подготовительные работы. Для начала необходимо очистить поверхность металлов, на которую будет накладываться припой. При значительных размерах деталей рекомендуется зачистка наждачной шкуркой. Очистка от загрязнений, масел, жиров производится растворителем. Стальные поверхности очищаются паяльной кислотой. Важное значение имеет подготовка жала паяльника. Рабочая поверхность жала должна быть ровной, без наплывов, раковин и других дефектов, а также иметь форму, предусмотренную конструкцией. Если конец жала подвергся деформации или частичному оплавлению, то следует с помощью напильника возвратить нужную форму и сформировать скос на 45?. Для качественной пайки целесообразно рабочую поверхность жала облудить, т.е. покрыть тонким слоем припоя. Для этого надо разогреть жало в паяльнике, натереть рабочую поверхность канифолью и окунуть ее в расплавленный припой. Излишнюю массу припоя следует снять быстрым движением тряпки по горячей поверхности или путем трения поверхности жала по дереву. Чтобы удобно было проводить пайку, надо устанавливать паяльник в положении, в котором его можно легко взять рукой и использовать по назначению. Во время работы паяльник может нагреваться выше 300?С; к нему подходит электрическое напряжение 220В – все это вызывает необходимость оптимизации места, где размещается работающий паяльник. Для этих целей служит подставка под паяльник. Она может быть стандартная, покупная, но обычно ее изготавливают самостоятельно. Самодельная подставка может иметь вид плоского основания, на котором крепятся две скобы, изогнутые так, чтобы в центральной части образовалась седловина для установки паяльника. Порядок выполнения пайки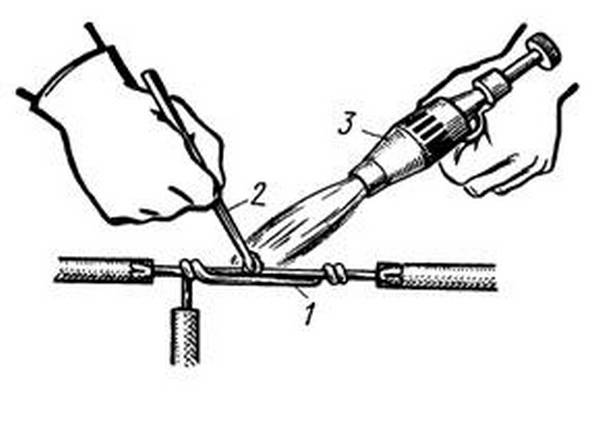 Соединение однопроволочных алюминиевых жил пайкой двойной скрутки с желобом: 1 — двойная скрутка; 2 — палочка припоя; 3 — пропан-бутановая горелка. Пайка проводится в определенном порядке. Подготовленный к пайке паяльник устанавливается на подставку и включается в сеть. Пайку начинают при достижении жалом паяльника необходимой температуры. Обычно время нагрева паяльника составляет 5-6 минут. В этот период необходимо правильно определить, что температура жала достигла нужной величины. Правильно нагретый паяльник (температура 230-290?С) вызывает кипение канифоли и равномерное расплавление припоя. Если температура на жале недостаточная (недогрев), то канифоль только размягчается и слегка оплавляется, а припой приобретает кашеобразную консистенцию. Значительное превышение нагрева приводит к разбрызгиванию и шипению канифоли, а припой теряет эластичность расплава. Такой паяльник надо выключить и немного остудить. Непосредственно процесс пайки начинается с лужения поверхностей, которые нужно паять. Для этого жалом нагретого паяльника, после помещения его в канифоль, проводят по поверхности металла для нанесения флюса. Затем с помощью жала переносится расплавленный припой и наносится тонким слоем на всю поверхность. Чтобы облудить провод, его конец вдавливают в расплавленную канифоль, и затем на него наносится расплавленный припой тонким слоем. Для спаивания металлов облуженные поверхности плотно прижимаются друг к другу. Горячий паяльник подносят к месту совмещения поверхностей и нагревают до тех пор, пока слой припоя не начнет плавиться и соединять детали. Жало паяльника опускается в расплавленный припой, и переносится дополнительная порция припоя на участок пайки. Прижатие поверхностей друг к другу сохраняется до полного остывания и затвердения припоя.  Правильно подготовленные провода для перепайки светодиодной ленты. При пайке проводов между собой их концы (заранее облуженные) рекомендуется плотно скрутить предварительно между собой. Это позволит обеспечить надежный контакт при пайке. Во время пайки паяльник подносится к соединению правой рукой, а левой рукой в зону пайки вводится конец проволочного припоя. Расплавленный припой с помощью паяльника распределяется по поверхности скрутки проводов так, чтобы заполнилось припоем пространство между скрученными проводами. Если провода скрутить нельзя, то они паяются внахлест, т.е. их концы укладываются параллельно друг другу с прижатием. В этом случае один из проводов удерживается левой рукой и прижимается ко второму проводу. Паяльником переносится расплавленный припой из ванночки в зону пайки. Припой должен заполнить пространство между проводами. Провод придерживается рукой и после выведения паяльника из зоны пайки, до полного затвердения припоя. Пайка проводов встык не производится, так как не обеспечивает нужной прочности соединения. Если необходимо припаять провод к средине другого провода, то конец его целесообразно закрутить на нужном месте вокруг второго провода. Пайку следует проводить аналогично пайке скрученных проводов. В случае когда нет возможности намотки 2-3 витков, обеспечивается частичный охват поверхности второго провода, т.е. провод изгибается вокруг второго провода на 180?. При такой пайке одной рукой удерживается присоединяемый провод и обеспечивается его надежное прижатие к поверхности второго провода, а второй рукой проводятся манипуляции с паяльником. Особенности других паек Кондуктивная пайка печатных плат. При пайке элементов платы ножки этих деталей обычно пропускаются через отверстия в плате. Паяются торцы ножек к дорожке на плате с обратной стороны. Вылет конца ножки детали составляет 1-2 мм. При пайке одной рукой придерживается деталь с лицевой стороны платы, а жало паяльника с припоем подносится с обратной стороны. Расплавленный припой должен заполнить все пространство отверстия и растечься в виде небольшого пятачка, охватывающего торец ножки детали, с обратной стороны платы. Время воздействия нагретым паяльником – не более 1-2 секунд. При припаивании мелких деталей к более крупным мелкая деталь прижимается к более крупной с помощью пинцета или тонких плоскогубцев. Это необходимо сделать, чтобы не обжечь руки. Дальнейшие операции аналогичны припаиванию провода. В случае спаивания плоских или достаточно крупных деталей, одна из них прижимается к другой с помощью тонких плоскогубцев. Вначале производится разогрев паяльником металлов в зоне пайки. Для этого касание жалом поверхности металла осуществляют не кончиком, а всей скошенной рабочей поверхностью жала. Паяльник удерживается или слегка передвигается по поверхности до тех пор, пока не расплавится слой припоя на деталях. После этого паяльником переносится из ванночки расплавленный припой. Такой перенос припоя повторяется несколько раз, пока не будет обработана вся зона пайки. Необходимый инструментЕсли вопрос, как научиться паять, решен, то следует подготовить следующий инструмент:
Рекомендуется приготовить и дополнительные материалы – подкладку для участка пайки (фанера, текстолит), ванночку для канифоли и припоя, изоляционную ленту. Вопрос, как научиться паять паяльником, решается очень просто. Надо подготовить все необходимое и приступить к тренировкам. Лучше всего начинать с паяния проводов. После нескольких попыток придет уверенность и опыт.
|







© 2017 remontiruj-info.ru Карта сайта
