

Применяемая технология пайки медных проводников и радиоэлементов
Оглавление:
Методы устройства неразрывного соединения нескольких сравнительно небольших металлических частей путем нагревания, с использованием дополнительного расплавленного металла, играющего для них роль соединителя, называются пайкой. Указанные способы получения монолитного контакта металлов по признакам обработки (применение температурного воздействия на стыкуемые детали с использованием связывающего металла) несколько похожи на сварку, но основаны на совершенно других принципах. Пайка – это соединение нескольких элементов путем нагревания. Процесс пайки состоит в нанесении связывающего материала – припоя – на поверхность каждой части, подготавливаемой к соединению, путем температурной обработки этих частей расплавленным припоем. Затем обработанные поверхности также под воздействием температуры, с добавлением припоя сплавляются вместе – припаиваются друг к другу. Как правило, способы соединения материалов методом пайки применяются там, где при небольшой площади контакта требуется очень качественное соединение, выдерживающее механические и температурные нагрузки. Наибольшее применение пайка получила в областях производств, работающих с электрическими и электронными схемами. Технология пайки медных проводниковМатериалы для припоя. Можно говорить о применении стандартной технологии пайки, когда планируется неразрывно соединять металлы, поверхность которых достаточно легко, без дополнительных ухищрений, может быть покрыта соответствующим припоем. К таким материалам относятся медь, латунь, бронза. Гораздо хуже паяются сталь и алюминий, причем с применением специфических дополнительных технологических приемов и специальных материалов. Пайка таких металлов применяется в особых случаях, когда другими способами необходимого контакта в создавшейся ситуации добиться невозможно. Технологическими элементами, используемыми в процессе пайки, являются следующие устройства, приспособления и материалы:
Для выполнения подготовительных и монтажных операций в процессе пайки могут применяться следующие инструменты и материалы:
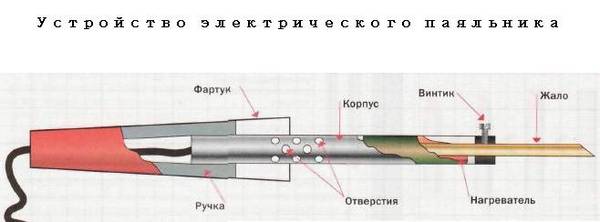 Устройство электрического паяльника. Электрический паяльник – устройство для производства пайки посредством переносимого на «жале» паяльника расплавленного припоя. Указанный припой «жалом» устройства наносится на места и участки сращиваемых предметов, материалов, проводников. Температуру нагрева стержня обеспечивает спираль из тугоплавкой проволоки, которая наматывается вокруг трубки каркаса и соединяется своими концами с электрическим питающим проводом, подходящим к ней через рукоять устройства. Поверхность нагревающей спирали от прямого прикосновения защищает металлическая оболочка. Организация рабочего места для производства пайки В целях своей безопасности нагретый паяльник необходимо ставить на специальную подставку. С учетом того, что работающий паяльник представляет собой устройство, большая часть поверхности которого может достигать температуры выше 200? С, обусловленной подключением к источнику электропитания, его следует располагать на свободной ровной плоскости в точке, исключающей случайное касание или опрокидывание устройства. Залуживание и пайка проводниковКак правило, поверхность металла покрыта пленкой окисла, которая мешает нанести на эту поверхность необходимый слой припоя. Технологическим приемом, позволяющим все же обработать нужную поверхность припоем (иначе говоря – залудить), служит зачистка поверхности шкуркой или лезвием ножа и последующая обработка ее специальным флюсом. Соединение смежных однопроволочных жил скруткой с последующей пайкой. Для медных и других поверхностей, легко принимающих лужение, флюсом служит вещество, называемое канифолью. Наносится этот флюс в нужную точку либо «жалом» паяльника, если канифоль имеет твердую или порошкообразную консистенцию, либо небольшой кисточкой, если применяется спиртовый раствор канифоли. Обычно такой обработки достаточно, для того чтобы припой с горячего «жала» ровным слоем растекся по залуживаемой поверхности проводника. Подтверждением правильности проведенного лужения может служить слой припоя на обработанной поверхности, не содержащий каверн и комков. Подготовленные таким образом проводники можно паять, для чего их следует плотно соединить друг с другом залуженными участками, причем соединяемые поверхности должны лежать в одной плоскости неподвижно. На зафиксированные проводники аккуратно и быстро наносится дополнительный припой таким образом, чтобы прогретые касанием «жала» паяльника слои лужения поверхностей и наносимый припой превратились в однородную массу. Полученную пайку необходимо правильно остудить (только путем воздушного обдува), не нарушая ее жесткой фиксации. Металлический пинцет, если им удерживать одну из стыкуемых поверхностей, может дополнительно послужить теплоотводящим элементом. Правильно и качественно выполненная пайка визуально представляет собой стык двух поверхностей, равномерно покрытый монолитным слоем припоя, без наплывов и подтеков. Пайка радиоэлементовОсновы качественной пайки закладываются правильно подобранным паяльником, флюсом и припоем. В современном электронном оборудовании применен способ печатных плат, в которые вставляются радиоэлементы, где их выводы – «ножки» – припаиваются к тонким фольгированным дорожкам платы. Это требует применение паяльника малой мощности (до 25 Вт), имеющего тонкое «жало». Пайку радиоэлектронных компонентов следует выполнять в течение нескольких секунд, чтобы не повредить высокой температурой «жала» запаиваемый компонент и фольгированную дорожку платы.
Следует иметь в виду, что качественная пайка выглядит красиво, а неряшливая капля припоя, покрытая непонятными разводами, скорее всего, закрывает «непропай».
|







© 2017 remontiruj-info.ru Карта сайта
