

Особенности пайки чугуна
Оглавление:
Чугун – это достаточно сложный для обработки материал. Он содержит в своей структуре графит, который затрудняет смачивание поверхности припоем. Чугун нуждается в пескоструйной обработке. Пайка чугуна является достаточно трудоемким процессом, так как графит в его составе мешает смачивать поверхность с припоем. Сварка и пайка после этого значительно проще, благодаря тому что пескоструйная обработка с дальнейшим электрохимическим удалением графита или выжиганием его окисленным газом делает металл более поддающимся спаиванию. Низкотемпературная пайкаСхема процесса низкотемпературной пайкосварки чугуна чугунным присадочным материалом при исправлении дефектов: Для низкотемпературной пайки можно подготовить металл путем обработки флюсами. Также может быть применен электрохимический метод с использованием соляных ванн. После такой обработки необходима поверхность, которая будет обрабатываться. Для этого можно использовать ацетон, бензин или растворы щелочей. Пайка чугуна выполняется паяльником, а сварка – газовой горелкой. Для этого могут использоваться флюсы, изготовленные из хлористого цинка, если в припой добавлены хлористые соли олова и меди. Облегчить пайку можно, если применить метод контактного меднения в растворе медного купороса, также можно применить метод гальванического лужения. Высокотемпературное спаиваниеДля выполнения высокотемпературной пайки, как правило, используется латунь или другие присадочные сплавы на основе меди. Реже высокотемпературная пайка выполняется с помощью присадочных сплавов на основе серебра, содержащего в себе никель. Такой припой образует прочное соединение, при этом температура его плавления относительно низкая. 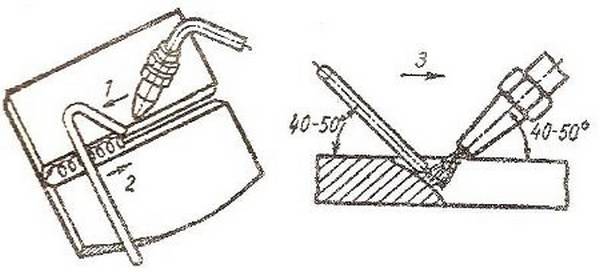 Схема высокотемпературного спаивания чугуна: 1 – движение горелки; 2 – движение прутка; 3 – движение горелки и прутка. Для растворения графита на поверхности металла для сварки или пайки эффективнее всего использовать активные флюсы П209 и ПВ285Х. Эти материалы надежно смачивают соединяемые участки. В этом случае нет необходимости предварительно удалять графит. Кроме того, при обработке температурой в 900 градусов чугун не перегревается. Перегрев металла приводит к его структурным изменениям. В результате после обработки он охлаждается, и из него выделяется хрупкий цементин. Поэтому рекомендуется избегать использования материалов на основе меди, которые имеют более высокую температуру плавления. Категорически запрещается использовать припои на основе фосфора, так как это приводит к тому, что в швах будут образовываться соединения фосфора и железа, которые являются достаточно хрупкими. Разогреть детали из чугуна для сварки и пайки можно при помощи паяльной лампы или газовой горелки. При этом применяется только нейтральное пламя. Сделать соединительные швы более прочными можно путем выполнения отжига в течение 20 мин при температуре от 700 до 750 градусов. Если швы спаиваются в печи с контролируемой атмосферой, то используется флюс, благодаря которому припой легче и свободнее затекает в зазор и хорошо смачивает основные поверхности. Особенности обработки дефектных участковЕсли необходимо соединить детали дефектных участков, лучше всего использовать в качестве припоя сплав из свинца и олова. Как правило, для соединения пористых участков, трещин и усадочных раковин используется ПОСЗО. В этом случае в качестве флюса следует применять раствор хлористого цинка в воде. В раствор также добавляют хлористые соли олова и меди. Соединять детали можно только после предварительной обработки. Детали на дефектных участках зачищают и выполняют их лужение. Для лужения необходимо счистить литейную корку с поверхности деталей. Для этого подойдет проволочная щетка. Далее поверхность необходимо обезжирить. Для этого может использоваться бензин или щелочной раствор. После этого наносится флюс. Место спаивания прогревается газовой горелкой. Требуется достичь температуры плавления присадочного металла. После этого можно запаять все дефекты с помощью паяльника или горелки. После этого поверхность необходимо помыть водой. Она может быть как горячей, так и холодной.
Таким образом, пайка или сварка чугуна может быть выполнена с использованием различных припоев. Различные металлы, используемые с этой целью, обладают различными характеристиками. Они отличаются температурой плавления и прочностью образующихся соединительных швов. Сложности обработки металла связаны с тем, что в нем содержится графит.
|







© 2017 remontiruj-info.ru Карта сайта
