

Как правильно научиться варить металл электросваркой?
Оглавление:
Сварка металлов является одной из важнейших операций при изготовлении и эксплуатации металлических конструкций. Изготовление сложных металлических деталей, узорных изделий, изделий из высоколегированных сталей – это удел профессионалов, которые хорошо знают, как правильно варить металл электросваркой. Ведь именно электросварка является самым распространенным видом, имеющим много преимуществ. Схемы дуговой электросварки. В жизни часто возникает необходимость соединения или ремонта простых металлических деталей – труб, профилей, полосы, простых конструкций. Познакомившись с тем, как правильно варить металл электросваркой, любой человек способен произвести все работы своими силами. Основы электросваркиЭлектросварка основана на процессе соединения металлических деталей путем расплавления прилегающих друг к другу кромок деталей и заполнения этого участка расплавленным металлом. Расплавление металла производится при помощи электрической дуги. Дуга между электродом и поверхностью заготовки создается путем подачи постоянного тока большой мощности. Схема точечной электросварки. Комплект сварочного аппарата включает в себя инвертор, трансформатор, кабель, держатель. Инвертор предназначен для преобразования переменного тока в постоянный. С помощью трансформатора обеспечивается необходимая сила сварочного тока. Сила тока регулируется в зависимости от толщины свариваемой заготовки, вида металла и типа электрода и составляет от 30 до 400 А. Электрод представляет собой металлический провод (наиболее распространены диаметром 3-5 мм), покрытый специальной обмазкой. Его длина обычно составляет 250-500 мм. Обмазка в процессе сварки выполняет роль инертной среды. В состав обмазки обычно входит смесь металлов (никель, марганец, железо) и минералов (глинозем, магнезия, известняк). Процесс электросваркиОборудование и инструмент, необходимый для производства сварки:
Последовательность процесса электросварки развивается следующим образом. На электрод через держатель подключается положительный полюс (анод) и подается постоянный электрический ток. В зазоре между электродом и поверхностью заготовки формируется электрическая дуга, которая расплавляет весь металл, попадающий в зону ее действия. Схема сварочного аппарата для электросварки. Одновременно расплавляется металл основы электрода. Этот металл в виде капель заполняет пространство между расплавленными кромками заготовки в сварочной ванне – в результате образуется сварочный шов. Под воздействием высокой температуры возникает газовое облако из испарений обмазки. Это облако за счет своей химической инертности обеспечивает защиту расплавленного металла от взаимодействия с воздухом. Поверх сварного шва появляется шлак из продуктов распада обмазки, который образует дополнительный защитный слой от окисления. Сварной шов постепенно остывает, а металл в нем кристаллизуется. Так обеспечивается соединение заготовок. Подготовительный этапПервым делом необходимо выбрать электрод и установить величину сварочного тока. Как правило, электроды используются диаметром 3,2 или 4 мм. Далее следует штангенциркулем замерить толщину заготовки для установки силы тока. Электрод диаметром 3,2 мм можно применять при толщине заготовки до 3 мм, а сила тока устанавливается 90 А. Использовать электрод диаметром 4 мм следует для заготовок толщиной до 4 мм; при этом сила тока при толщине заготовки до 3 мм – 100 А, а при толщине 3-4 мм – 120 А. Перед сваркой необходимо подготовить участок сварки. Для этого заготовка очищается от грязи и внешних покрытий (краска, грунтовка и т. д.). Участок непосредственных работ необходимо зачистить болгаркой, шкуркой или напильником до металла основы. Заготовка закрепляется. Образование дугиОсновные виды траекторий поперечных колебаний при дуговой сварке. Процесс сварки начинается с формирования дуги между электродом и поверхностью заготовки. Для этого держатель устанавливается под углом 60? к поверхности заготовки и слегка проводится по ней до появления искр. Если произойдет залипание электрода, он высвобождается легким наклоном из стороны в сторону. После появления искр электрод приподнимается над поверхностью на высоту до 5 мм. В промежутке между электродом и поверхностью заготовки должна образоваться электрическая дуга. Минимальная длина дуги 3 мм, но рекомендуется обеспечить оптимальную длину дуги, равную 5 мм. Если стабильная дуга не образуется, следует увеличить силу сварочного тока. Дуга должна поддерживаться все время сварки с заданным размером. Увеличение длины дуги не допустимо, так как в увеличенном зазоре могут развиться окислительные процессы или реакция азотирования, происходит разбрызгивание расплавленных металлических капель, может возникнуть пористость в сварном шве. В процессе сварки длина электрода уменьшается, но необходимо длину дуги сохранять неизменной, плавно приближая остаток к поверхности. Формирование сварочного шваОбразованная дуга направляется в начало участка работ и расплавляет металл. Сварной шов формируется путем плавного медленного продольного движения электрода по линии сварки. По виду его перемещения швы можно подразделить на несколько видов. 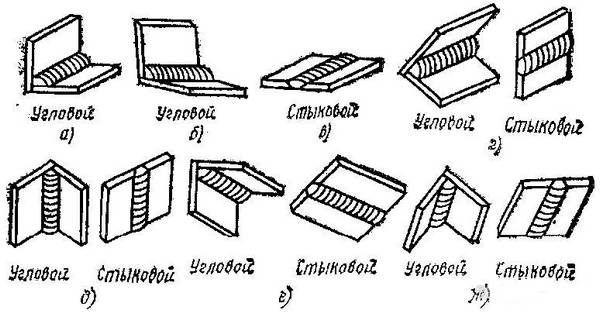 Виды сварных швов.
При формировании сварного шва электрод направляется под углом 75-80? к поверхности заготовки в направлении линии сварки и строго под углом 90? по направлению в сторону от линии сварки. Как сваривать после остановки?В процессе сварки возникает необходимость смены электрода или остановки сварки по другим причинам. В месте остановки образуется углубление, называемое кратером. Возобновлять работы нужно в следующем порядке: 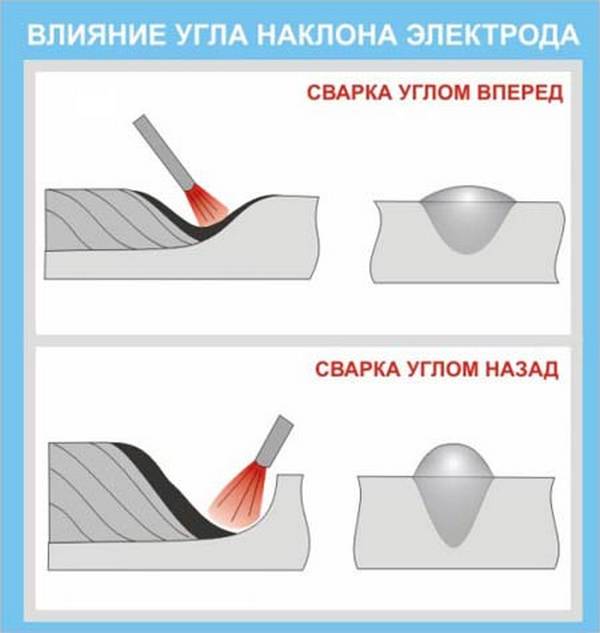 Схема влияния угла наклона на сварочный шов. Сварка обычно проводится в несколько слоев. При толщине заготовки до 6 мм достаточно 2 слоя, при толщине 6-12 мм – 3 слоя, при толщине более 12 мм – 4 слоя. Направление движения электрода в слоях меняется. После окончания сварки шов обрабатывается, излишки сбиваются зубилом или обрабатываются болгаркой и напильником. Техника безопасностиСледует помнить, что сварка – это опасный процесс, поэтому необходимо использовать защитные средства. Щиток с защитным стеклом необходим для защиты глаз от ярких вспышек дуги и лица от расплавленных брызг. Одежда должна быть плотной, защищающей от расплава. На руках должны быть плотные защитные перчатки. Необходимо учитывать наличие электропроводящих частей, которые должны быть надежно изолированы. Работы запрещено производить вблизи легковоспламеняющихся материалов.
Электросварка – это один из самых распространенных и эффективных видов сварки. Сваривать металл в простых конструкциях вполне под силу любому человеку.
|







© 2017 remontiruj-info.ru Карта сайта
