

Как правильно варить сварочным инвертором?
Оглавление:
Процесс сварки требует не только использования высококачественного оборудования, но и строго следования всем этапам, чтобы обеспечить безопасность работ. Чтобы начать варить сварочным инвертором, необходимо выполнить ряд подготовительных работ, выбрать электроды. После этого стоит приготовить защитные средства, подготовить рабочее пространство. Сама сварка при соблюдении всех правил и норм – это процесс не слишком сложный. Схема устройства сварочного инвертора. Однако без наличия определенного опыта рисковать лишний раз не стоит, рекомендуется сначала работы проводить в присутствии специалиста. Как выбрать электроды?Когда варят инвертором, следует правильно выбирать электроды для работы. От того, насколько четко сделан выбор, зависит качество работы и прочность сварного шва. При работе с низко- и среднеуглеродистыми сталями, отдельными типами низколегированных сталей надо брать углеродистые электроды. Когда планируется работа с легированными сталями, то и электроды необходимо выбирать легированные. Схема устройства электрода. Если требуется наплавка на детали, выполнение работы по сварке с особыми типами металла, то применяются электроды высоколегированного типа. Если сварка требуется в небольших объемах, критических нагрузок не планируется, то лучше всего брать электроды АНО, МР-3. Если планируются интенсивные, сложные работы, то лучше выбирать ОУНИ. Требуется подбирать и марку, сегодня производители предлагают огромный выбор электродов, поэтому на рекомендации изготовителя следует обращать пристальное внимание. Как варить инвертором?Перед началом работ нужно подготовить:
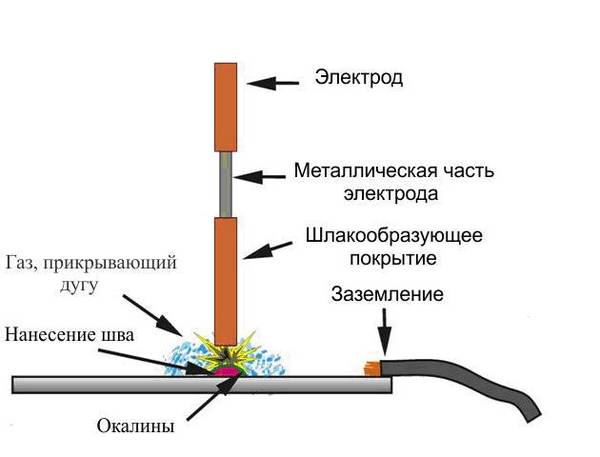 Схема сварки тонкого металла при помощи инверторной сварки. Необходимо подготовить и рабочее место. Электрический сварочный инвертор должен питаться от отдельной защищенной сети, вокруг не должно находиться легковоспламеняющихся, горючих материалов. Если сварочный инвертор и прочее оборудование готово, можно поджигать дугу. Электрод подносится к детали, которую необходимо сварить, под углом. Далее требуется пару раз дотронуться до поверхности, это позволяет активировать электрод для организации сварочного процесса. Электрод следует удерживать близко к детали. Как правило, такое расстояние составляет значение примерно в диаметр самого электрода. Вести наконечник необходимо аккуратно, требуется контролировать продвижение. После того как будет образован шов, останется окалина, ее необходимо убрать. Для этого по краю аккуратно следует постучать молоточком или любым другим твердым предметом с большим весом. Во время работы надо следить за дуговым промежутком. Это особый зазор, который по мере работы образуется между металлом детали и электродом. Величина этого промежутка должна на всем протяжении шва быть одинаковой, не изменяться. Возможные трудностиНесоблюдение условий приведет к деформациям шва:  Схема элементов инверторного сварочного аппарата. Именно контроль над дугой позволяет научиться правильно пользоваться сварочным инвертором. От точности соблюдения всех действий зависит качество сварной ванны, ее характеристики. Если нарушать условия работы, то могут возникнуть определенные дефекты:
Чтобы не допустить образования бокового подреза, т. е. боковой канавки, необходимо ванну делать немного тоньше. Для этого требуется постоянно регулировать дугу, во время наклона при движении ванна должна продвигаться вперед, а не постепенно тянуться за электродом. Сварка инвертором не так сложна, если следить за процессом, в точности соблюдать все требования и правила работы. При движении электрода надо следить за швом, дугой, в противном случае ожидаемого результата не будет.
|







© 2017 remontiruj-info.ru Карта сайта
