

Надежный профилегиб самодельный
Оглавление:
Самодельный профилегиб – это реально? Рассмотрим подробнее. Нередко в быту возникает необходимость провести сгибание арматуры или профильной трубы. Осуществить такое действие поможет специальный станок, который можно смастерить своими руками из обычных приспособлений. В надежности и безопасности такого оборудования можно не сомневаться, да и его цена будет в 10 раз ниже рыночной. Профилегиб самодельный отличается своеобразием конструкции и особенностями изгиба. О принципах его работы можно узнать ниже.Этот станок используется для изготовления труб из меди, стали, алюминия, пластика, а также как атрибут, предназначенный для прокладки газа, воды, кабелей. С помощью такого оборудования можно согнуть балки, трубы, уголки, швеллеры, металлические прутки. Причем это устройство помогает деформировать материал на 360 градусов. Схема деформации при гибке труб. Профилегиб самодельный осуществляет такие мероприятия холодной прокаткой, заблаговременный нагрев изделий здесь не требуется. С их помощью можно изготовить предметы, контур которых имеет соразмерные и несоразмерные характеристики. Положительным качеством этого прибора считается осуществление изгиба в один прокат, выполнение контуров открытого и закрытого типов, спиралевидных материалов из труб. Устройство и нюансы профилегибаСхема профильного трубогиба. Гибочное оборудование является перевозимым механизмом с разными видами приводов. Они могут быть электрическими, механическими, гидравлическими. Отличительными признаками является небольшой вес изделия и изгибание металла с помощью холодного проката. Насадки позволяют проводить обработку любых поверхностей. Профилегиб может оснащаться разными системами роликов. Так, модели с верхним расположением этой детали являются более простыми. Их устройство позволяет определять радиус изгибаемого предмета с незначительными ошибками, связанными с уровнем их упругости. Такие чертежи используются наиболее часто. Варианты с левым расположением ролика помогают проводить изгибание спирали и осуществлять другие функции, о которых было сказано ранее. Изделие оснащается ЧПУ, осуществляется контроль градиента сгибания, изменяются внешние показатели детали в зависимости от чертежа. Профилегибы, оборудованные сбоку колесиками, применяются для перегиба изделий значительных размеров гидравлическим приводом. Частое употребление таких устройств связывается с кругообразным движением этих колесиков. Те разновидности, в которых все ролики приводятся в действие, отличаются усложненной конструкцией, однако они обладают рядом положительных характеристик. Они могут выполнить весь объем работы, который под силу лишь отдельным моделям. Основные атрибуты для изготовления устройства Стойка для профилегиба. Для производства станка потребуются следующие приспособления:
Своеобразие работы профилегиба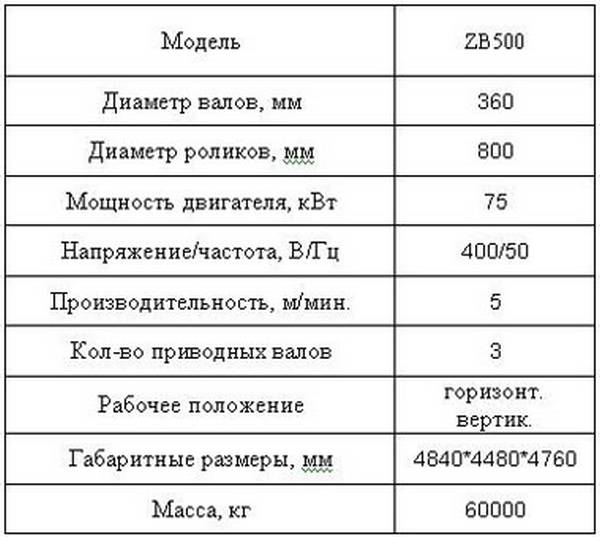 Технические характеристики профилегиба. Этот станок проводит деформацию металла путем проката, но не загиба. Независимо от их разновидностей, подобное оборудование основывается на схожих принципах работы. Перед пуском механизма проводятся мероприятия по заземлению, после чего проверяется четкость работы его электрики и механики. С роликов убирается смазка, затем контролируется напряжение в сети. После этого в течение получаса профилегиб включается, проверяется его работоспособность холостым ходом механизма. Появившиеся неисправности следует ликвидировать. Поверхность заготовки должна быть одинаково твердой по всему основанию. Колесики готовят таким способом: закрепляющие гайки опор и прижимных роликов отворачиваются при помощи ключа, потом катушки ставятся на валы со шпонками и фиксируются гайками, затем прижимные элементы поднимаются ручкой. Заготовка фиксируется в пространстве между валами, проводится прокат при высоких показателях давления, так происходит пригибание профиля. Посредством поднятия и опускания верхнего вала осуществляется изменение радиуса кривизны. Процесс изготовления станкаВыбор гибочной формы для стальной трубы. Самостоятельное изготовление такого оборудования не требует особо точных результатов. Для бытового обслуживания вполне подойдет ручной станок. Его устройство определяется диаметральными величинами трубы. Сечение используемых заготовок приравнивается 20 мм и менее. Такое изделие деформируется посредством бетонной плиты с пазами, в нее заранее фиксируются стальные штыри. Труба проходит между ними, ей придается заданная форма и угловые показатели. Колесики закрепляются на поверхности. Им присуще закругленное сечение боковых частей. Эта грань обязана быть одинаковой по диаметру с трубой, подвергающейся деформациям. Заготовка устанавливается между роликами, ее конец закрепляется. Затем свободный конец соединяется с лебедкой. Она начинает движение. В тот момент, как только труба примет нужные размеры и конфигурацию, следует прекратить действие лебедки. Затем нужно вымешать цементный раствор в пропорциях 1:4, большую часть этих компонентов составляет песчаный субстрат. Здесь не обойтись без отрезков труб, диаметр которых составляет 70-100 мм. Швеллеры как нельзя лучше пригодятся для таких целей. Прямо на почве сооружается цементная площадка, в нее фиксируются обрезанные части заготовок. Допустимой дистанцией между ними будет 40-50 мм, закрепляются они вертикально в щебне. Затем место заливается цементом, сохраняется прямой угол расположения, через 2 дня поверхность просохнет. Накануне проведения процедуры труба предварительно засыпается кварцевым песком, что позволит исключить появление трещин, помятых частей, выпирания. По такой методике работает большое число профессионалов.
Перед наполнением трубы песчаной смесью ее закрывают древесной пробкой, ее протяженность соответствует 1,5-2 диаметра заготовки. Затем мелкий субстрат засыпается в заготовку и разогревается до бордового цвета. Как только труба остынет, можно наполнить его песком до максимальных границ, затем тщательно рассмотреть стенки. Для этого ее ставят вертикально, засыпая песок маленькими частями. Как только очередная доза будет всыпана, труба поднимается и обстукивается молотком. Так можно добиться наибольших показателей усадки песчаного слоя. Понять, что пустот в плоскости нет, поможет глухой звук от ударов молотка. Доверху насыпать этот субстрат не рекомендуется. После засыпания песка в паз вставляется пробка, в ее основании должны быть небольшие отверстия для выведения газов. Чтобы облегчить процесс ее изъятия по мере завершения работ, пробка крепится максимально далеко, выступая из трубы. Так ее легче будет вытянуть по окончании работ. Завершение работ и подведение итогов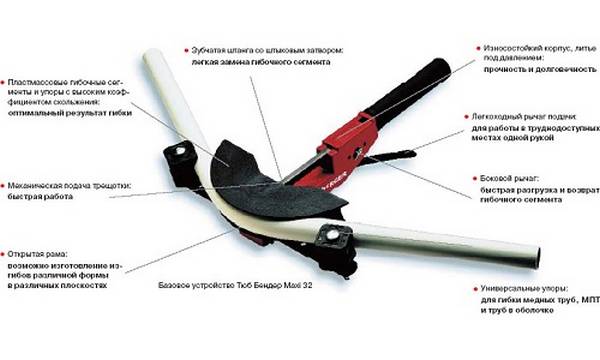 Схема устройства трубогиба. Как только труба прогреется полностью – это можно понять по облетанию с нее окалины, эти действия прекращаются. Появление на поверхности изделия искр говорит о том, что ее передержали. Труба должна прогибаться за одну процедуру прогрева. Неоднократность проведения таких мероприятий может не лучшим образом сказаться на металле. Чтобы трубы приобрели нужную форму, необходимо приготовить шаблон. Во время работы важно соблюдать правила личной безопасности: не следует находиться у изделия, которое забито деревянной пробкой. По завершении работ эта деталь вынимается, а песок высыпается. Так изготавливается ручной профилегиб.
Чтобы собрать такую форму станка, не требуется быть опытным строителем. Выполнение всех перечисленных рекомендаций позволит избежать сложностей в момент проведения работ, к тому же отпадет необходимость в приобретении дорогостоящего оборудования.
|







© 2017 remontiruj-info.ru Карта сайта
